


06AlNbCuN 低温钢的化学成分和力学性能见表 4-7~ 表 4-8 。该钢以 Al 、 Nb 促使过饱和 N 形成细小氮化物,弥散于基体以进一步细化晶粒,提高低温韧性。经测定,壁厚 20mm 的正火钢其 -11...
阅读更多
耐候钢及耐海水腐蚀钢中,除含磷钢外,实际上与一般低合金热轧钢并无多大差别,除含磷量较高者外,焊接性堪称满意,可以使用焊接低合金热轧钢的所有焊接方法进行焊接。 (1) 对...
阅读更多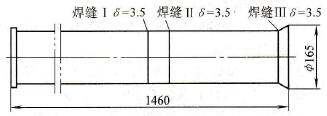
激光焊的高能量密度对中碳调质钢的焊接更加有利,光束的精确聚焦为高精度焊件焊接创造了焊后毋须再精加工的前提。遗憾的是目前尚缺乏大功率激光器,故对厚壁焊件的激光焊还无...
阅读更多
2.5~3.5Ni 低温钢在国外使用非常普遍,焊接工艺也相对成熟,在我国属引进钢种。由于其较高的低温韧性、冷热加工性能、良好的焊接性和可靠性(相对于无镍低温钢),目前在工作温度...
阅读更多
耐候钢及耐海水腐蚀钢焊接时,除了一般低合金热轧钢必须遵守的规定以外,对焊接工艺尚有下列要求: (1) 合理设计接头形式 为了避免引起应力集中应合理设计接头形式。应力集中不...
阅读更多
TIG 焊和 SMAW 焊的生产率太低,不适用厚壁件的焊接。窄间隙埋弧焊和窄间隙熔化极气体保护焊都能用于厚壁件焊接,但窄间隙埋弧焊难以焊接直径较小的环缝。本例焊件外径仅Φ 178mm...
阅读更多
20SiMn 钢用于水轮发电机主轴,系两端带法兰的中空结构,壁厚在 320mm 以上。传统的 MAG 、 SAW 或 NG-SAW 经试验都不理想,采用 MAG+NG-SAW 可达到目的。 (1) 焊接方案设计 20SiMn 锻钢的计算碳...
阅读更多
1 .作业项目的确定 由单位领导根据设备检修计划、反措施安措计划、上级下达工程计划及发现的设备缺陷等情况确定作业项目,上报停电申请,根据作业项目的复杂程度确定召开准备...
阅读更多
HQ1080 钢屈服强度大于 900MPa ,合金系统复杂,淬硬倾向较大,经焊接工艺评定,采用气体保护焊,预热 150 ℃,在评定的扩散氢含量和热输入条件下,可防止发生冷裂。 试验用材为调质...
阅读更多
(1) 经医师鉴定,无妨碍工作的病症(体格检查两年一次)。 (2) 具备必需的电气知识,按其职务和工作性质,熟悉安全规程的全部或有关部分,并经考试合格。 (3) 具备必要的电气知识...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




