

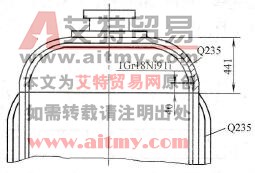
(1) 工况 以容器主体材料为 ICr18Ni9Ti-Q235 不锈钢衬里的 6m3 发酵罐为例。罐体结构如图 11-19 所示,基覆层厚度分别为 12mm 和 2mm ,设计温度 130 ℃,最高工作压力 0.294MPa ,系一类压力容器...
阅读更多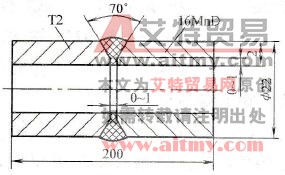
(1) 工况 某三类低温压力容器中有 16MnD 钢管与 T2 铜管相焊接接头,规格为Φ 22mm × 2mm ,如图 1 所示。 图 1 焊接接头及焊接坡口示意图 (2) 焊接工艺 评定设计了如表 1 所示的 7 种方案进...
阅读更多
以工业纯铝与纯钢的埋弧焊为例。 (1) 工艺要点 ①应以铝为主组成焊缝,焊缝中应控制 w(Cu)12%~13% ,否则晶界上会形成 Cu-Al 固溶体和 CuAl2 脆性共晶体,使接头力学性能降低;②焊接时宜...
阅读更多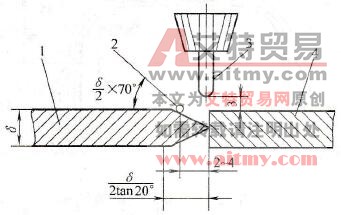
(1) 焊接性分析 焊接的主要问题有:①熔点相差悬殊:当铝及其合金开始熔化时,还达不到钢的相变点 Ac1 ;②铝及其合金的线胀系数为钢的 2 倍,热导率为钢的 3 倍,会产生很大残余应...
阅读更多
壁厚不大时可采用 SMAW 焊或 TIG 焊。 (1)SIVIAW 焊 以炼钢电炉上的 T2 导电管与 1Cr18Ni9Ti 法兰的 SMAW 焊为例,要求 PT 探伤及试压合格。铜管规格Φ 130mm × 15mm ,不锈钢法兰壁厚 18mm ,如图...
阅读更多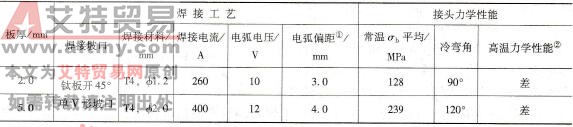
(1) 焊接性分析与焊接方法确定 前面艾特贸易小编已分析了铜与钛的焊接性。因两者互溶性很小,而且会形成多种低熔点共晶和脆性金属间化合物,故只有具有稳定化β相的单相β钛合金...
阅读更多(1) 焊接性分析 铁与铜的物理、化学性质相近,故钢与铜及其合金焊接时可由共价结合形成牢固金属键。两者相焊的主要问题在于:①铜对氧的化学亲和力很大;②铜及其合金的熔点比...
阅读更多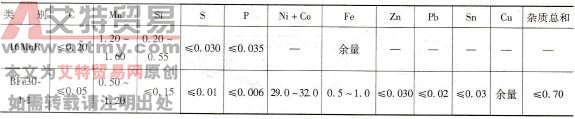
(1) 工况 海洋工程中的热交换器水盖封头以 16MnR 与 BFe30-1-1/16MnR 复合钢制成, 16MnR 板厚为 40mm, BFe30-1-1/16MnR 复合钢板厚为 19mm ,铁白铜 BFe30-1-1 与 16MnR 的化学成分和力学性能见表 11-47 、...
阅读更多
电解槽阳极由厚 8mm 的工业纯铝 1035(L4) 和厚 2mm 的工业纯钛 TA2 组成,要求以 TIG 焊焊接。 (1) 焊接性分析 铝、钛间的焊接性如前面所述,两者直接熔焊的焊接性很差,一般只能采用间接...
阅读更多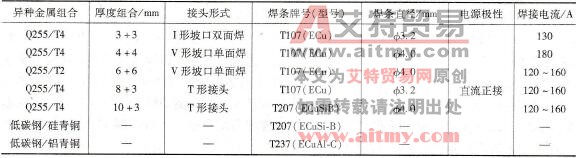
(1) 焊条电弧焊 焊接参数见表 11-43 。 表 11-43 低碳钢与铜及其合金的焊条电弧焊工艺举例 (2) 埋弧焊 适用于厚度大于 10mm 母材间焊接。一般开 60 ° ~70 °不对称 V 形坡口,钢侧坡口角较小...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




