


马氏体时效钢可以采用 TIG 、 MIG 、和 EBW 等焊接方法,但鉴于该类钢必须以低热输入法焊接,故 TIG 焊是较佳选择。 MIG 焊的熔敷效率远高于 TIG 焊,但保护效果欠佳。 EBW 焊在真空条件...
阅读更多
254SMO 钢系用于耐含卤化物(氯化物、溴化物、氟化物)介质腐蚀的超低碳、高强度(比 316L 高约 50% )超级奥氏体不锈钢,对硫酸、硝酸、稀盐酸、醋酸、氟硅酸、氢氟酸等介质都有良...
阅读更多
应与母材有相近的化学成分,而且必须严控 O 、 N ( 50 × 10-6% )、 H ( 5 × 10-6%) 含量, C 、 S 含量也越少越好,且绝不能高于母材,此外 Ti 含量须适度控制。在如此严格要求下,只能...
阅读更多
Cr13 系列马氏体不锈钢主要按含碳量高低分为 0Cr13 、 1Cr13 、 2Cr13 、 3Cr13 、 4Cr13 、 3Cr13Mo 等,因耐晶间腐蚀能力强和强度高而在炼油、化工设备制造中获得广泛应用。除含碳量较低的...
阅读更多
(1) TIG 焊 冷丝可选用φ (Ar) ≥ 99. 99% 或φ (He) 80%+ φ( Ar ) 20% ;热丝选用φ (He)75%+ φ (Ar)25% 。 (2) MIG 焊 喷射过渡用φ (Ar) ≥ 99. 99% ;短路过渡用φ (He)=99.99% 。为改善熔滴过渡和电弧稳定性...
阅读更多
①焊前清理:除常规要求外,必须除去表面缺陷及加工硬化层后方可焊接。 ②不允许预热,预热只会起反作用。 ③层温宜低不宜高,多层焊时须控制层温小于 300 ℃。 ④必须以低热输...
阅读更多
(1) TIG 焊 采用Φ 1.6mm 马氏体时效钢专用焊丝,电源极性:冷丝焊用直流反接,热丝焊用交流,背面须通氩保护。表 4-119 为焊接参数举例。 (2) MIG 焊 可采用短路过渡、喷射过渡和脉冲喷...
阅读更多
以挖泥船使用的 200m ³高锰钢挖斗为例,补焊最大深度 40mm ,补焊面积约 120mm ²。 (1) 焊前清理 经表面探伤确定裂纹部位及深度后,以砂轮磨净,并开 V 形坡口。 (2) 补焊工艺 ①选用Φ...
阅读更多
真空电子束焊的保护效果优于任何气体保护焊,故在条件许可情况下应尽量选用。 18Ni 马氏体时效钢真空电子束焊典型焊接参数及接头力学性能见表 4-123 。一种规格Φ 610mm 的马氏体时效...
阅读更多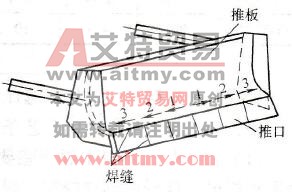
以推土机低碳钢推板与 ZGMn13 高锰钢推口的焊接为例,如图 4-23 所示。 图 4-23 推土机铲斗结构及焊接顺序示意图 (1) 焊接性分析 与低碳钢相比,高锰钢的电阻率高,线胀系数大,两者相...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




