


(1) 焊接工艺 开 I 形坡日。打底焊采用国产 18Ni 马氏体时效钢专用焊丝,填充、盖面采用 w(Ti)=0.30% 、 w(C) ≤ 0.30% 、 w(Ni)=18% 、 w(Mo)=4.5% 、 w(Co)=8% 、 w(Al)=0.1% 的 18Ni250 焊丝。共焊 4 道,焊...
阅读更多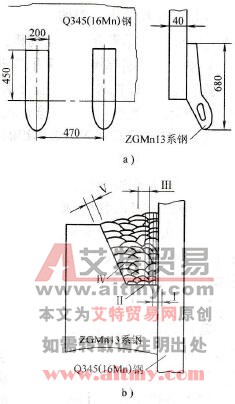
以铁矿石抓斗机斗体 16Mn 钢与斗牙 ZGMn13 高锰钢的焊接为例,焊件结构与焊缝截面如图 4-24 所示。 (1) 焊接性分析 16Mn 焊接性良好, ZGMn13 焊接性已如前述。一般以堆焊过渡层方法施焊,...
阅读更多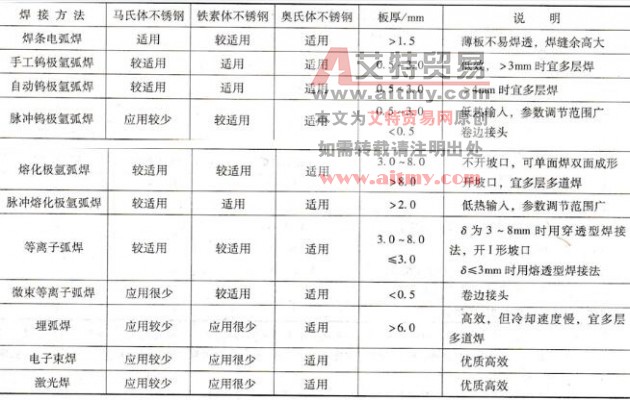
大部分不锈钢焊接性都属良好之列,除含高磷的析出硬化不锈钢 17-10PH 外,一些常规熔焊方法,如焊条电弧焊、埋弧焊、钨极气体保护焊、惰性气体或富氩混合气体保护的熔化极气体保...
阅读更多
水下焊指在水面以下一定深度施焊的工艺,其作用等同于浸水焊,而效果更佳。水下焊一般只针对焊条电弧焊实行,其优点是散热更理想,符合高锰钢焊接性要求。缺点是稳弧性和焊条...
阅读更多
除遵守焊条电弧焊常规工艺要求外,与焊接其他钢材的区别有: (1) 预热和焊后热处理 可不预热,一般情况下也不作焊后热处理。 (2) 焊接材料选择 须同时顾及与母材的等强要求和等成...
阅读更多
高锰钢采用脉冲焊条电弧焊的必要性,其特点有: (1) 碳化物析出减少,脆化区范围变窄 高锰钢焊接时三种条件下的碳化物析出情况见表 4-113 ,表明在 700~ 500 ℃敏感温度区停留时间与...
阅读更多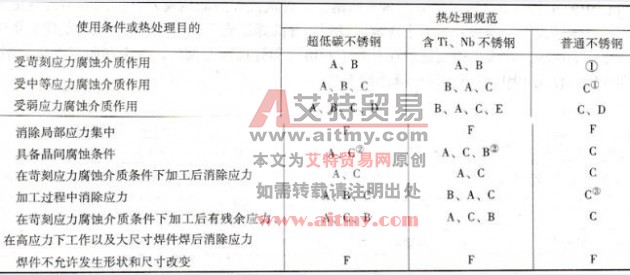
焊后热处理规范见表 5-3 。 表 5-3 铬镍不锈钢加工及焊后热处理参数 注: A- 完全退火, 1065 ~ 1120 ℃缓冷; B- 退火, 850~950 ℃缓冷; c- 同溶处理, 1065~1120 ℃水冷或急冷; D- 消除应力...
阅读更多
除遵守埋弧焊常规工艺要求外,与焊接其他钢材的区别有: ①在结构允许情况下,应尽量选用低碳、超低碳母材和 C 、 S 、 P 等杂质都得到严格控制的超纯不锈钢。 ②为抑制热裂与晶...
阅读更多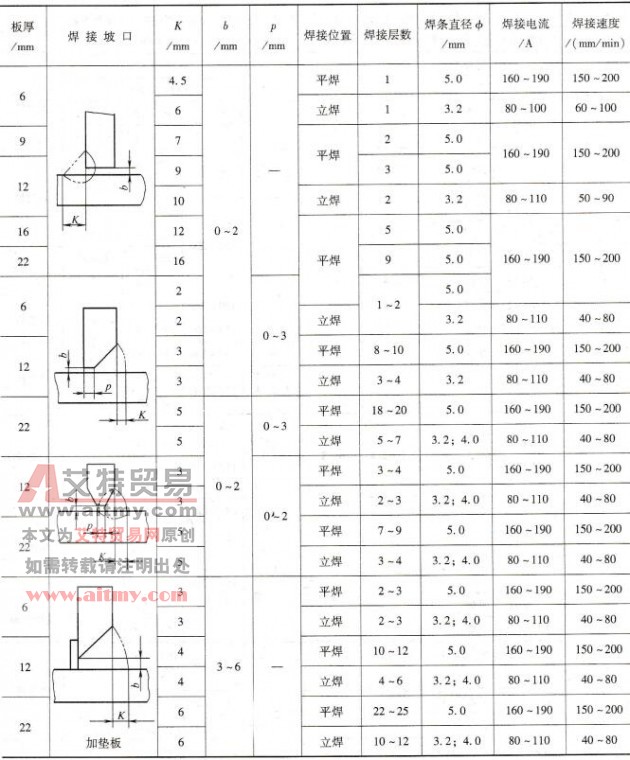
见表 5-6 。 表 5-6 奥氏体不锈钢角接接头焊条电弧焊常规焊接参数 (部分原创文章应编辑稿费需求,每篇需要收取2元的稿费,如需查看全文请联系客服索取,谢谢理解!在线客服: )...
阅读更多
可采取如下措施以改善低合金耐热钢的焊接性: (1) 关于淬硬性 最有效办法是降低母材及焊接材料中的碳含量,在不影响或较少影响强度的情况下,可适当减少 Cr 、 Mo 以外其他合金元...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




