


10MnPNbRE 系 Q390 级耐海水腐蚀钢,以较高含磷量 [w(P) =0.06% ~ 0.12%] 为其特征。该钢以 Mn 为强化元素,以较高的 Mn/C 比抑制 S 的不利影响,以 Nb 和 RE 细化晶粒,故虽含磷较高,但冷、热...
阅读更多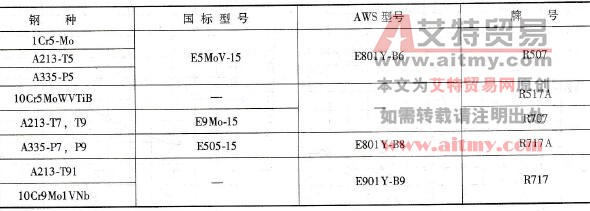
有两种方案:一是选用异质焊接材料,一般指高铬镍奥氏体焊材或镍基焊接材料;二是选用同质焊接材料。前者优点是不用预热和焊后热处理,但长期运行时接头性能会显著降低,乃至...
阅读更多
(1) 控制焊缝金属成分是制订焊接工艺的基础 焊缝金属成分取决于母材与焊接材料的组合,应尽量采用同质焊接材料以保证接头性能。但对含碳较高 ( 如 3Cr13 、 4Cr13) 以及不能按规定进...
阅读更多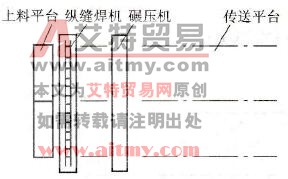
以 200km/h 动车组项目为例,大面积侧墙板拼接采用穿透型等离子弧焊,不仅大大提高了生产率,而且焊接质量也得到极大改善。 (1) 工况 侧墙板规格为 25500mm × 3500mm × 2.5mm ,须 21 块尺...
阅读更多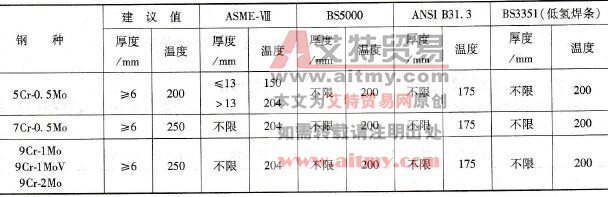
预热对中合金耐热钢的重要性比低合金耐热钢更大,除电渣焊外,任何壁厚的中合金耐热钢焊前都要进行较高温度的预热。表 4-70 为有关法规对最低预热温度的规定,可供参考。 表 4...
阅读更多
(1) 预热 采用同质焊接材料焊接时,预热是防止冷裂纹的必要手段。预热温度可为 150~400 ℃,温度高低取决于含碳量和接头拘束度。对 w(C)0.10% ,且不含强化元素的普通 Cr13 型钢,如拘束...
阅读更多
Q450NQR1 、 B450NbRE 310 乙字型钢均宝钢研发,用于铁路重载车辆的主要承载结构,其化学成分和力学性能见表 4-52 和表 4-53 。 表 4-52 Q450NQR1 、 B450NbRE( 310 乙字型钢 ) 钢化学成分(质量分数...
阅读更多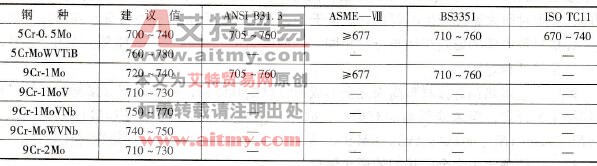
中合金耐热钢的焊后热处理方式有完全退火、高温回火或回火 + 等温退火等。目的是消除残余内应力,改善焊缝及热影区组织,使淬火马氏体转变为回火马氏体,降低接头各区的硬度,...
阅读更多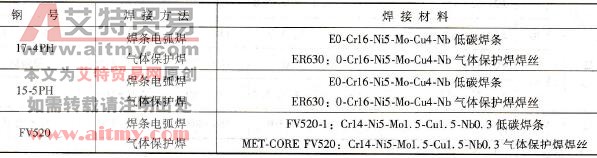
(1) 除 17-10PH 钢外,三类析出硬化型不锈钢焊接性均属良好。其中马氏体型最好,拘束度不大时不必采取特殊措施;半奥氏体型则须进行相应的焊后热处理甚至冰冷处理(采用奥氏体型焊...
阅读更多
耐硫酸露点腐蚀钢主要是通过在低碳钢中加入适量 Cu 、 Cr 、 Sb 、 Ti 等合金元素以提高其抗硫酸腐蚀稳定性,通常以热轧状态供货,其化学成分及力学性能见表 4-60 、表 4-61 。 表 4-6...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




