


高锰钢焊接性决定了必须使用小热输入焊接方法,故焊条电弧焊和 CO2 或富氩混合气体保护焊是常规选择。不推荐氧乙炔气焊、钨极氩弧焊、埋弧焊和电渣焊。 (部分原创文章应编辑稿...
阅读更多
焦化装置除焦钻杆操作压力较高,且要求一定的耐热和耐腐蚀性能,通常以低合金耐热钢 P110 制作,其规格为Φ 177.8mm × 12.65mm 。化学成分和力学性能见表 4-93 。 (1) 焊接性分析 P110 与...
阅读更多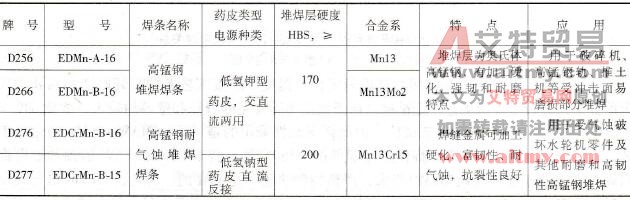
(1) 焊条选择 有高锰钢焊芯、 Cr-Ni 合金钢焊芯和低碳钢焊芯三类。低碳钢焊芯高锰钢焊条使用最广,熔敷金属的性能是通过由药皮渗大量合金元素而获得的,常用高锰钢堆焊专用焊条见...
阅读更多
(1) 多丝埋弧焊工艺在厚壁结构焊接中的优势 主要在于能极大提高熔敷效率和在一定程度上改善接头性能。经测算,双丝比单丝可提高焊接速度约 30% ,增加输入热能约 23% ;四丝比三丝...
阅读更多
应根据工况对下列工艺条件加以选择: (1) 浸水焊或不浸水焊 主要影响冷却速度。浸水焊冷却速度大,热影响区碳化物以细网状析出,且析出范围较窄,焊接区脆性也不大。不浸水焊则...
阅读更多
以 410t/h 循环流化床锅炉中的大口径耐热钢管焊接为例。母材化学成分见表 4-95 。常温力学性能:σ b=690~840MPa ,σ s ≥ 490MPa ,δ 5 ≥ 17% 。使用温度 630~650 ℃。 表 4-95 X20CrMoV121(F12) 钢化...
阅读更多
1 .受理调度下达的操作任务计划 (1) 当班值长或主值班员受令。开启录音机,并使录音机处于录音状态。 (2) 与调度员互通变电所名和本人姓名。 (3) 准备好《操作记录簿》,并记录以...
阅读更多
美国钢种中,合金耐热钢 A213-T5 相当于我国的 Cr5Mo 钢,被应用于催化剂装置的管路中。规格为Φ 219mm × 14mm ,工作温度 500 ℃,工作压力 0.3MPa ,化学成分和力学性能见表 4-97 、表 4-98...
阅读更多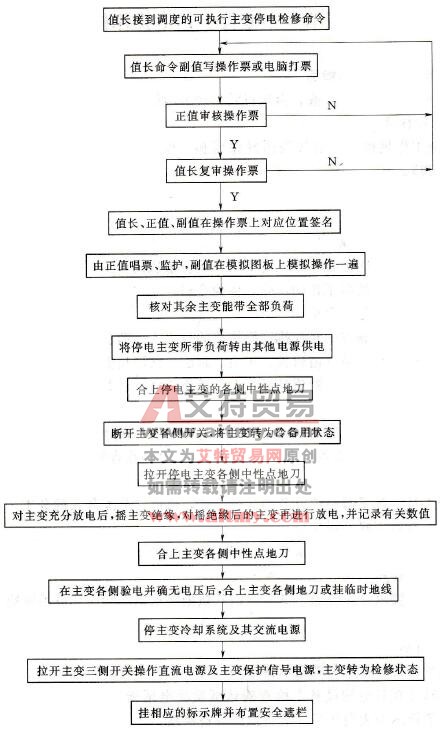
所属变电所,主变停电检修,由运行状态转为检修状态。 1 .依据现行标准 《电业安全工作规程》、《电气线路操作票和工作票制度实施细则》、《变电站运行规程》、《调度规程》。...
阅读更多
T91/P91 是在 9Cr-l Mo 的基础上降 C 增 V 、 Nb 等元素后,所形成的低碳多元中合金钢,填补了珠光体耐热钢和奥氏体高合金耐热钢之间的空白,其中小径管称 T91 ,大径管称 P91 。该钢不仅...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




