


悬空焊可用于 I 形坡口焊及其他形式坡口焊,但均须保证钝边与装配间隙在允许范围内,而且有下列特定要求: (1)I 形坡口无预留间隙双面悬空焊 第一面焊缝熔深通常为板厚的 40% ~...
阅读更多
坡口设计必须按结构具体焊接工艺要求,一般原则为: ①可不开坡口的尽量不开坡口,包括可不开坡口焊透和结构无焊透要求两种情况。 ②为提高生产率和节约焊接材料(同时也节约...
阅读更多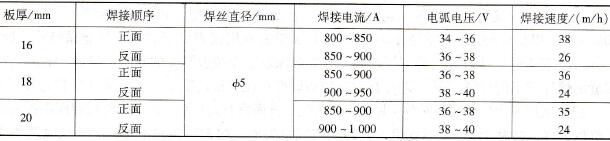
I 形坡口无预留间隙双面悬空焊的焊接参数见表 3-29 ,厚板双面悬空坡口焊的焊接参数见表 3-30 。 表 3-29 I 形坡口无预留间隙双面悬空焊的焊接参数 表 3-30 厚板双面悬空坡口焊的焊接参...
阅读更多
(1) 对装配的要求 ①要求接头装配间隙均匀,无错边。 ②如定位焊不足以保证定位,则须在定位焊外另加适当措施:例加采用压紧装置以及在坡口的正面或背面沿待焊焊缝焊接“马板”...
阅读更多
带永久衬垫埋弧焊有外加衬垫和自带衬垫两种方式,适用于结构无法实施双面焊的场合,多用于容器及管道的环缝(压力容器及管道的纵缝一般不允许接头带永久衬垫,环缝在设计焊缝...
阅读更多
一般原则是根据母材确定焊剂 - 焊丝组合,然后根据板厚和坡口形式,选定焊丝根数(单丝、双丝和多丝)和直径。在双丝和多丝焊情况下,还应确定焊丝排列方式(串列、并列及混列...
阅读更多
手工焊封底埋弧焊可根据板厚和结构形式,采用 I 形坡口、单面坡口或双面坡口(手工焊部分为小 V 形坡口),封底层厚度可在 6~10mm 之间,焊条电弧焊一般须焊 2~4 层,手工钨极氩弧焊...
阅读更多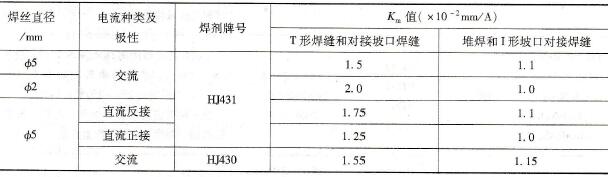
结构钢埋弧焊一般按下列程序选择焊接参数: (1) 母材与焊剂 - 焊丝的正确匹配。 (2) 能量参数选择 1) 焊接电流:主要取决于熔深,可按经验公式 s=KmI 确定。式中: s- 熔深 (mm) ; I- 焊...
阅读更多
(1) 组对 首先,两相焊筒体椭圆度和组对后的直线度必须控制在允许范围;其次,组对间隙应均匀一致,以防止间隙过小处焊不透,过大处易烧穿;最后,必须控制错边量,一般错边量...
阅读更多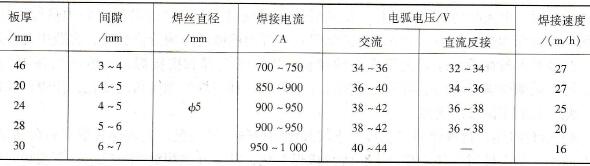
在焊剂垫上施焊。为保证焊透,必须预留间隙。板越厚,间隙越大。一般在定位焊缝反面进行前一侧焊缝的施焊,所选焊接参数应保证该侧焊缝的熔深超过焊缝总厚度的 1/2~ 2/3 。为防烧...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




