

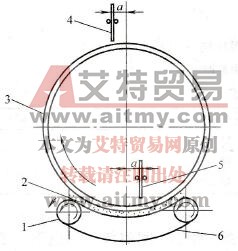
焊丝偏距在环缝焊接中有何作用 (1) 内环缝焊接 一般在焊剂垫上焊接。环缝焊剂垫由滚轮和承托焊剂的传送带组成,以筒体自重压紧焊剂层,以焊剂与筒体间摩擦力,在筒体转动时带动...
阅读更多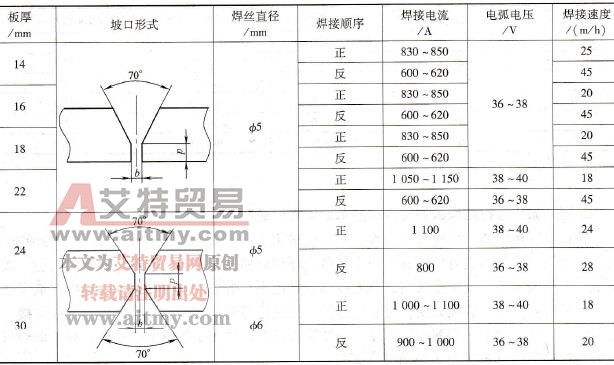
板厚较大(如δ 14mm )时,为满足焊透要求必须开坡口。坡口形式一般可为 V 形、 U 形、 X 形(双 V 形)或双 U 形,由板厚决定。一些尽管厚度不大,但对焊接热输入有要求的母材,以...
阅读更多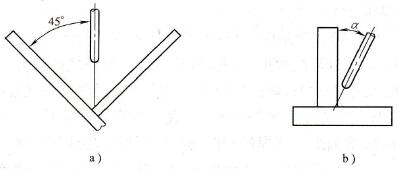
埋弧焊角焊缝主要出现在 T 形接头、角接接头和搭接接头中,可采用船形焊或平角焊(见图 3-11 )。一般情况下,焊件易于翻转时宜用船形焊,焊件不易翻转时只能用平角焊。 图 3-11...
阅读更多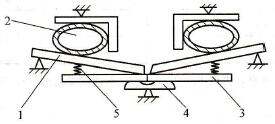
单面焊双面成形有两个必要条件:一是必须将接头处母材完全熔化,二是焊件背面必须装配合适的衬垫。该工艺对厚板和热敏感性较强的母材并不适用(因不允许以较大热输入焊接)。...
阅读更多
(1) 母材与焊丝匹配 按“等强原则”,参照 GB/T8110-1995 《气体保护电弧焊用碳钢、低合金钢焊丝》标准选用,或相应强度等级的 H08A 、 H08MnA 、 H08MnMoA 等焊丝。 (2) 焊接参数选择 1) 电源...
阅读更多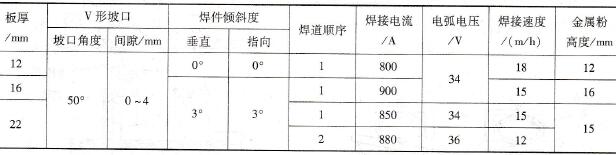
中厚板的坡口焊单面焊双面成形一般采用水冷焊剂铜垫和热固化焊剂垫两种方法。热固化焊剂垫的优点是可用于具有一定弧度的环焊缝和强制成形立焊缝,缺点是只能一次性使用,生产...
阅读更多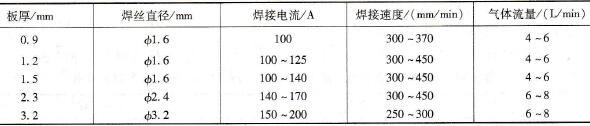
结构钢对接接头手工钨极氩弧焊典型焊接参数见表 3-36 。 表 3-36 结构钢对接接头手工钨极氩弧焊典型焊接参数 注:电源极性为直流正接。电弧电压随弧长而变,以 8 ~ 10V 为宜。保护气...
阅读更多
(1) 脉冲频率 f 一般只使用低频脉冲,常用 1 ~ 2Hz 。脉冲频率应与焊接速度相匹配,以满足焊点间距的要求,焊点之间则应有一定的相互重叠量,以保证焊缝的致密性。 lw=vw/2.16f 式中...
阅读更多
两者直接熔焊时会产生 TiFe 、 TiFe2 、 TiC 等脆性金属间化合物而致裂。而且钛的吸气性使焊缝中的气孔很难避免。故一般认为两者不能直接熔焊,只能采用加中间层的间接焊接法或以钛...
阅读更多
焊后是否要进行消除应力热处理,主要取决于其含碳量和结构刚度,后者又与壁厚密切相关。母材厚度及含碳量对碳素结构钢焊后消除应力热处理必要性的影响见图 3-1 。 图 3-1 母材厚...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




