

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介刨台控制的电路图如图 6-49 所示, PLC 的梯形图如图 6-50 所示,说明如下: 图 6-49 刨台的控制电路 图 6-50 PLC 的梯形图 1 .变频器的通电 变频器的通电和断电由按钮开关 SB1 和 SB2 控制。
刨台控制的电路图如图6-49所示,PLC的梯形图如图6-50所示,说明如下: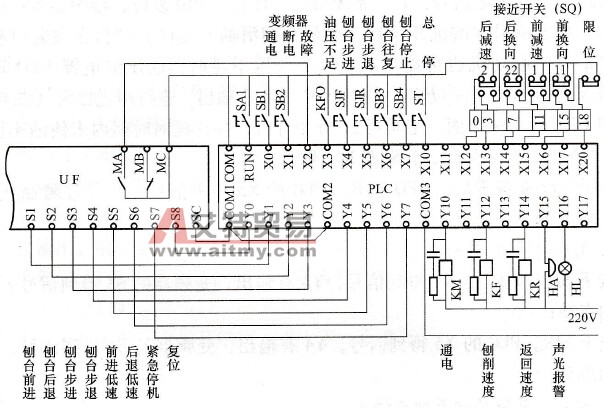 图6-49 刨台的控制电路
图6-49 刨台的控制电路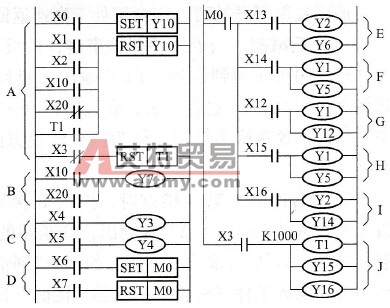 图6-50 PLC的梯形图 1.变频器的通电 变频器的通电和断电由按钮开关SB1和SB2控制。 按下SB1,PLC的X0得到信号,Y10有输出,且自锁(梯形图A段),接触器KM得电,其主触点使变频器通电。 按下SB2,PLC的X1得到信号,Y10复位,接触器KM断电,变频器切断电源。 2.保护断电 在下列情况下,变频器将因保护电路动作而断电: (1)变频器跳闸。当变频器因发生故障而跳闸时,其报警输出端MA - MC闭合,PLC的X2得到信号,Y10复位,接触器KM断电。 (2)发生紧急情况。当刨台在往复运行中,因发生某种紧急情况时,按“总停”按钮ST,PLC的X10得到信号,Y10复位,接触器KM断电。 (3)限位开关动作。当刨台在往复过程中未能及时换向而使限位开关动作时,PLC的X20失去信号,其“常闭触点”闭合,Y10复位,接触器KM断电。 (4)刨台润滑油的油压不足。当刨台润滑油不足时,刨台在往复过程中,将受到磨损,电动机也可能过载。故当油压不足时,油压继电器KFO动作,PLC的X3得到信号。一方面,使Y15和Y16有输出,进行声光报警(图6-50梯形图J段);另一方面,定时器T1开始计时,如在延时时间内未使油压恢复,则T1“闭合”,Y10复位,接触器KM断电。 当油压恢复正常后,KFO断开,PLC的X3失去信号,其“常闭触点”闭合,定时器T1复位。 3.刨台的步进与步退 按下SJF,PLC的X4得到信号,Y3有输出,变频器的S3得到信号,变频器正向点动; 按下SJR,PLC的X5得到信号,Y4有输出,变频器的S4得到信号,变频器反向点动。 4.刨台往复运动的开始与停止 刨台在什么时候开始循环,必须由操作人员根据调整的情况来发出指令。 (1)往复运动开始。按下SB3,PLC的X6得到信号,PLC内部的中间继电器M0动作,其触点闭合,往复运动将开始,如梯形图中的D段。 (2)往复运动停止。按下SB4,PLC的X7得到信号,中间继电器M0复位,其触点断开,往复运动停止。 5.刨台往复运动的循环 假设在循环开始时,刨台正处于高速返回状态,往复过程如下: (1)后减速当返回快要结束时,挡板B接近S2,接近开关处于“2”状态,PLC的X13得到信号,Y2有输出,变频器的S2得到信号,电动机处于反转状态;同时,Y6也有输出,变频器的S6得到信号,输出与返回低速对应的频率,使返回速度降为低速,作为刨台转换方向的缓冲(见图6-50梯形图的E段)。 (2)后换向。返回结束时,挡板B接近S1,接近开关处于“22”状态,PLC的X14得到信号,Y1有输出,变频器的S1得到信号,电动机处于正转状态;同时,Y6也有输出,变频器的S5得到信号,输出与低速刨削对应的频率,刨刀低速切人工件(见图6-50梯形图的F段)。 (3)正常刨削。在低速切削过程中,挡板B相继退出S1和S2,接近开关处于“0”状态,PLC的X12得到信号,Y1有输出,电动机继续处于正转状态;同时,Y12也有输出,继电器KF得电(见图6-46),其触点将电位器RP1的电路接通,变频器的A1端得到RP1的频率给定信号,刨台升速至刨削速度(见图6-50梯形图的G段)。 (4)前减速。当刨削快要结束时,挡板A接近S1,接近开关处于“1”状态,PLC的X15得到信号,Y1有输出,电动机继续处于正转状态;Y12停止输出,继电器KF失电,电位器RP1的电路断开,变频器的A1端失去频率给定信号;与此同时,Y5有输出,变频器的S5得到信号,输出与低速切削对应的频率,刨削速度又降为低速,刨刀准备退出工件(见图6-50梯形图的H段)。 (5)前换向。挡板A接近S2,接近开关处于“11”状态,PLC的X16得到信号,Y2有输出,电动机将按预置的减速时间降速为0后,又反向加速;同时,Y14也有输出,继电器KR得电(见图6-46),其触点将电位器RP2的电路接通,变频器的A3端得到RP2的频率给定信号,刨台升速至高速返回速度(见图6-50梯形图的Ⅰ段)。 刨台往复运动的一个循环结束,进入下一个循环。 6.相关功能 见表6-29。 表6-29 变频器的频率给定功能
图6-50 PLC的梯形图 1.变频器的通电 变频器的通电和断电由按钮开关SB1和SB2控制。 按下SB1,PLC的X0得到信号,Y10有输出,且自锁(梯形图A段),接触器KM得电,其主触点使变频器通电。 按下SB2,PLC的X1得到信号,Y10复位,接触器KM断电,变频器切断电源。 2.保护断电 在下列情况下,变频器将因保护电路动作而断电: (1)变频器跳闸。当变频器因发生故障而跳闸时,其报警输出端MA - MC闭合,PLC的X2得到信号,Y10复位,接触器KM断电。 (2)发生紧急情况。当刨台在往复运行中,因发生某种紧急情况时,按“总停”按钮ST,PLC的X10得到信号,Y10复位,接触器KM断电。 (3)限位开关动作。当刨台在往复过程中未能及时换向而使限位开关动作时,PLC的X20失去信号,其“常闭触点”闭合,Y10复位,接触器KM断电。 (4)刨台润滑油的油压不足。当刨台润滑油不足时,刨台在往复过程中,将受到磨损,电动机也可能过载。故当油压不足时,油压继电器KFO动作,PLC的X3得到信号。一方面,使Y15和Y16有输出,进行声光报警(图6-50梯形图J段);另一方面,定时器T1开始计时,如在延时时间内未使油压恢复,则T1“闭合”,Y10复位,接触器KM断电。 当油压恢复正常后,KFO断开,PLC的X3失去信号,其“常闭触点”闭合,定时器T1复位。 3.刨台的步进与步退 按下SJF,PLC的X4得到信号,Y3有输出,变频器的S3得到信号,变频器正向点动; 按下SJR,PLC的X5得到信号,Y4有输出,变频器的S4得到信号,变频器反向点动。 4.刨台往复运动的开始与停止 刨台在什么时候开始循环,必须由操作人员根据调整的情况来发出指令。 (1)往复运动开始。按下SB3,PLC的X6得到信号,PLC内部的中间继电器M0动作,其触点闭合,往复运动将开始,如梯形图中的D段。 (2)往复运动停止。按下SB4,PLC的X7得到信号,中间继电器M0复位,其触点断开,往复运动停止。 5.刨台往复运动的循环 假设在循环开始时,刨台正处于高速返回状态,往复过程如下: (1)后减速当返回快要结束时,挡板B接近S2,接近开关处于“2”状态,PLC的X13得到信号,Y2有输出,变频器的S2得到信号,电动机处于反转状态;同时,Y6也有输出,变频器的S6得到信号,输出与返回低速对应的频率,使返回速度降为低速,作为刨台转换方向的缓冲(见图6-50梯形图的E段)。 (2)后换向。返回结束时,挡板B接近S1,接近开关处于“22”状态,PLC的X14得到信号,Y1有输出,变频器的S1得到信号,电动机处于正转状态;同时,Y6也有输出,变频器的S5得到信号,输出与低速刨削对应的频率,刨刀低速切人工件(见图6-50梯形图的F段)。 (3)正常刨削。在低速切削过程中,挡板B相继退出S1和S2,接近开关处于“0”状态,PLC的X12得到信号,Y1有输出,电动机继续处于正转状态;同时,Y12也有输出,继电器KF得电(见图6-46),其触点将电位器RP1的电路接通,变频器的A1端得到RP1的频率给定信号,刨台升速至刨削速度(见图6-50梯形图的G段)。 (4)前减速。当刨削快要结束时,挡板A接近S1,接近开关处于“1”状态,PLC的X15得到信号,Y1有输出,电动机继续处于正转状态;Y12停止输出,继电器KF失电,电位器RP1的电路断开,变频器的A1端失去频率给定信号;与此同时,Y5有输出,变频器的S5得到信号,输出与低速切削对应的频率,刨削速度又降为低速,刨刀准备退出工件(见图6-50梯形图的H段)。 (5)前换向。挡板A接近S2,接近开关处于“11”状态,PLC的X16得到信号,Y2有输出,电动机将按预置的减速时间降速为0后,又反向加速;同时,Y14也有输出,继电器KR得电(见图6-46),其触点将电位器RP2的电路接通,变频器的A3端得到RP2的频率给定信号,刨台升速至高速返回速度(见图6-50梯形图的Ⅰ段)。 刨台往复运动的一个循环结束,进入下一个循环。 6.相关功能 见表6-29。 表6-29 变频器的频率给定功能







