

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 凹印机基本工作原理 凹印机的整机由放卷装置、放卷牵引机组、传动系统、印刷机组、供墨机构、干燥装置、收卷装置、整机张力控制构成。承印物经放卷牵引机组带入印刷机组。
(1)凹印机基本工作原理 凹印机的整机由放卷装置、放卷牵引机组、传动系统、印刷机组、供墨机构、干燥装置、收卷装置、整机张力控制构成。承印物经放卷牵引机组带入印刷机组。由变频调速电机、传动轴及连接齿轮组成的主传动将其动力传送至各印刷机组。同时每一印刷机组均设有独立油墨箱装置,向版辊表面不断地提供一定黏度的油墨,并经过刮墨装置,将油墨复制到承印物的表面。主传动通过各齿轮带动机组版辊作同步运转,完成印刷动作。然后通过加热烘干箱和自然干燥箱迅速干燥,最后经过收卷装置出来成印刷品。 (2)收放卷张力控制 张力控制是指能够持久地控制原料在设备上输送时的张力的能力。这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。即使在紧急停车情况下,也应有能力保证被分切物不破损。张力控制的稳定与否直接关系到分切产品的质量。若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。 (3)张力控制变频收卷的优点 ①张力在人机上设定,具有人性化的操作,单位为牛顿N。 ②使用先进的控制算法:卷径的递归运算;空心卷径激活时张力的线性递加;张力锥度计算公式的应用;转矩补偿的动态调整等。 ③卷径的实时计算,精确度非常高,保证收卷电机输出转矩的平滑性能好,并且在计算卷径时加入了卷径的递归运算,在操作失误的时候,能自己纠正卷径到正确的数值。 ④因为收卷装置的转动惯量是很大的,当卷径由小变大时,如果操作人员进行加速、减速、停车、再激活时很容易造成爆纱和松纱的现象,将直接影响纱的质量。而进行了变频收卷的改造后,在上述各种情况下,收卷都很稳定,张力始终恒定。而且经过PLC的处理,在特定的动态过程,加入一些动态的调整措施,使得收卷的性能更好。 ⑤在传统机械传动收卷的基础上改造成变频收卷,非常简便而且造价低,基本上不需对原有机械进行改造。改造周期小,只需两三天就能安装调试完成。 ⑥克服了机械收卷对机械磨损的弊端,延长机械的使用寿命,方便维护设备。 (4)构建张力控制系统 选用机组式凹版印刷机作为设计的产品型号,采用变频器选择功能较多的深圳艾默生网络能源有限公司生产的TD3300恒张力专用矢量变频器。它已将卷径计算、张力锥度及预驱动等功能于一身,使原来需要通过PLC进行PID计算变为由变频器本身的功能来代替。通过变频器内部的计算,获得材料的实际卷径,通过控制变频器的输出转矩来获得恒张力控制。在这种张力很小、精度要求很高的情况下采用张力闭环矢量闭环方式控制。可以通过设置系统惯量补偿、摩擦补偿及材料惯量补偿来补偿由于系统惯量、摩擦阻力及材料惯量引起的启动、加减速过程中的张力不均匀情况,获得非常平稳的张力控制效果,方案简单,调试方便,如图5-22所示。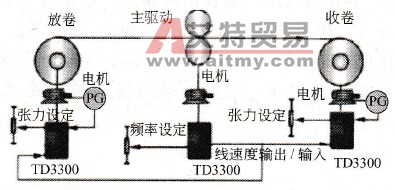 图5-22 TD3300变频器构成的简洁张力控制系统 ①主要技术参数及工艺要求 根据AZJ801250/Y126型机组式凹版印刷机主要技术参数和印刷机械配套的条件提出技术要求: 印刷参数:8色 印刷宽度:1200mm 料卷最大宽度:1250mm 最大印刷速度:150m/min 最大机械速度:180m/min 主电机功率:22kW 加热方式:电加套印精度:横向≤1. 2mm(自动套准系统跟踪) 纵向≤1. 2mm(自动对准) 由此得出张力控制设计的要求是:张力控制精度:0. 5kg,最好达到0. 3kg张力控制范围:3~50kg。 ②构建张力控制系统 a.系统方案介绍 本系统中选用了经济而实用的间接张力控制:即张力闭环控制方案1(速度模式)(F3. 06=1),通过调节电机转速达到张力恒定。 首先由纱线的线速度和纱轴的当前卷径实时计算出同步匹配频率指令,然后通过张力检测装置反馈的张力信号(F7. 02反馈量输入通道选择),以张力设定值(F8. 01=0数字设定)构成PID闭环,调整变频器的频率指令。纱线线速度由前一级线速度检测模块获得,即送纱辊电机的线速度,通过AI1口进入变频器TD3300,卷径应选用外部卷径传感器,卷径信号通过模拟输入口AI2输入,模拟输入对应0~最大卷径(F8. 09)。在此方案中,保证比较准确的同步匹配频率指令可以减少PID调节器的调节量,使系统更稳定,也就是线速度的检测的正确性比较重要。 同步匹配频率指令的计算方程式: f=(V×p×i)/(π×D)式中 f-频器同步匹配频率指令; V-材料线速度; P-电机极对数(变频器根据电机参数自动获得); i-机械传动比; D-卷筒的卷径。 材料的线速度由线速度检测模块获得,卷径由卷径计算模块获得。 b.卷径计算模块采用厚度积分法,如图5-23所示 变频时根据计圈信号来实时计算当前卷径,其中收卷:D=D0+2N×d,放卷:D=D0-2N×d c.张力锥度模块
图5-22 TD3300变频器构成的简洁张力控制系统 ①主要技术参数及工艺要求 根据AZJ801250/Y126型机组式凹版印刷机主要技术参数和印刷机械配套的条件提出技术要求: 印刷参数:8色 印刷宽度:1200mm 料卷最大宽度:1250mm 最大印刷速度:150m/min 最大机械速度:180m/min 主电机功率:22kW 加热方式:电加套印精度:横向≤1. 2mm(自动套准系统跟踪) 纵向≤1. 2mm(自动对准) 由此得出张力控制设计的要求是:张力控制精度:0. 5kg,最好达到0. 3kg张力控制范围:3~50kg。 ②构建张力控制系统 a.系统方案介绍 本系统中选用了经济而实用的间接张力控制:即张力闭环控制方案1(速度模式)(F3. 06=1),通过调节电机转速达到张力恒定。 首先由纱线的线速度和纱轴的当前卷径实时计算出同步匹配频率指令,然后通过张力检测装置反馈的张力信号(F7. 02反馈量输入通道选择),以张力设定值(F8. 01=0数字设定)构成PID闭环,调整变频器的频率指令。纱线线速度由前一级线速度检测模块获得,即送纱辊电机的线速度,通过AI1口进入变频器TD3300,卷径应选用外部卷径传感器,卷径信号通过模拟输入口AI2输入,模拟输入对应0~最大卷径(F8. 09)。在此方案中,保证比较准确的同步匹配频率指令可以减少PID调节器的调节量,使系统更稳定,也就是线速度的检测的正确性比较重要。 同步匹配频率指令的计算方程式: f=(V×p×i)/(π×D)式中 f-频器同步匹配频率指令; V-材料线速度; P-电机极对数(变频器根据电机参数自动获得); i-机械传动比; D-卷筒的卷径。 材料的线速度由线速度检测模块获得,卷径由卷径计算模块获得。 b.卷径计算模块采用厚度积分法,如图5-23所示 变频时根据计圈信号来实时计算当前卷径,其中收卷:D=D0+2N×d,放卷:D=D0-2N×d c.张力锥度模块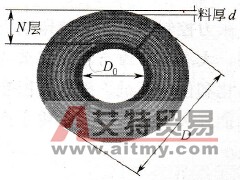 图5-23 收卷时厚度积分法示意图
图5-23 收卷时厚度积分法示意图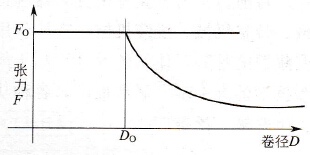 图5-24 张力锥度控制示意图 张力随卷径增加而减少,达到收卷辊内紧外松,保护卷材的功能。 F=F0[1-k×(1-D0/D)]式中F-实际输出张力; F0-设定张力; k-张力锥度系数,如图5-24所示。 ③构建张力检测系统 为了达到用户对高精度提出的要求,将张力调节范围控制在0.3~0.5 kg范围内,张力控制的检测就采用浮辊式(Dan cer Arm)张力检测方式。它是一种间接的张力检测方式,实质上是一种位置控制。当张力稳定时,料带上的张力与超低摩擦气缸作用力保持平衡,使浮辊处于中央位置。当张力发生变化时,张力与气缸作用力的平衡被破坏,浮辊位置会上升或下降,此时摆杆将绕M点转动并带动浮辊电位器一起转动。这样,浮辊电位器准确地检测出浮辊位置的变化,它将以位置信号反馈给张力控制器,控制器经过计算并输出控制信号,控制伺服驱动系统进行纠偏。其中浮棍组件的机械结构极为重要,在印刷生产线的作用举足轻重。浮辊组件作为控制张力的核心部件,在系统中承担着吸收张力波动于扰力的重要作用。此时浮动辊具有在机械侧能吸收过度误差的优点,根据所吸收误差的大小,相应的给定调节辊的行程。采用弹簧,气压在轴辊上施加压力,使调节辊的位置改变来控制料材的大小,以对张力的变化起到缓冲作用。 目前恒张力矢量专用变频器进行张力控制已经在包装印刷机械、带材机械、线缆机械中有所使用,大有取代原有功能简单的变频器的趋势,使系统设计更趋于简化和便于调试。随着我国变频技术的进一步发展和推广,各种功能强大的专用变频器将生产上市并被广泛推广。
图5-24 张力锥度控制示意图 张力随卷径增加而减少,达到收卷辊内紧外松,保护卷材的功能。 F=F0[1-k×(1-D0/D)]式中F-实际输出张力; F0-设定张力; k-张力锥度系数,如图5-24所示。 ③构建张力检测系统 为了达到用户对高精度提出的要求,将张力调节范围控制在0.3~0.5 kg范围内,张力控制的检测就采用浮辊式(Dan cer Arm)张力检测方式。它是一种间接的张力检测方式,实质上是一种位置控制。当张力稳定时,料带上的张力与超低摩擦气缸作用力保持平衡,使浮辊处于中央位置。当张力发生变化时,张力与气缸作用力的平衡被破坏,浮辊位置会上升或下降,此时摆杆将绕M点转动并带动浮辊电位器一起转动。这样,浮辊电位器准确地检测出浮辊位置的变化,它将以位置信号反馈给张力控制器,控制器经过计算并输出控制信号,控制伺服驱动系统进行纠偏。其中浮棍组件的机械结构极为重要,在印刷生产线的作用举足轻重。浮辊组件作为控制张力的核心部件,在系统中承担着吸收张力波动于扰力的重要作用。此时浮动辊具有在机械侧能吸收过度误差的优点,根据所吸收误差的大小,相应的给定调节辊的行程。采用弹簧,气压在轴辊上施加压力,使调节辊的位置改变来控制料材的大小,以对张力的变化起到缓冲作用。 目前恒张力矢量专用变频器进行张力控制已经在包装印刷机械、带材机械、线缆机械中有所使用,大有取代原有功能简单的变频器的趋势,使系统设计更趋于简化和便于调试。随着我国变频技术的进一步发展和推广,各种功能强大的专用变频器将生产上市并被广泛推广。







