

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 高速磨床拖动系统的结构和工作特点 ①高速磨床的主拖动电动机高速磨床主拖动系统使用的电动机不同于普通的异步电动机而称为电主轴。电主轴的外形结构较普通电动机细长,其
(1)高速磨床拖动系统的结构和工作特点 ①高速磨床的主拖动电动机高速磨床主拖动系统使用的电动机不同于普通的异步电动机而称为电主轴。电主轴的外形结构较普通电动机细长,其内部一般均有冷却水腔,目的是消散电主轴高速运转产生的热量。同时采用油雾润滑轴承,正常使用时,使油雾压力保持在0.1~0.12 MPa范围内。高速磨床电主轴系统如图6-14所示。 ②电主轴对电源的要求 由于电主轴输入电压及频率的稳定性直接影响着加工件的粗糙度及成品合格率,故对变频电源也提出了一些特殊要求。 ·如工频输入电压在(-15%~+10%)范围内变化时,要求输出电压的变化在±5%以内,频率精度及稳定度允许误差为±1%。为了保证输出电压的稳定度,必须引入电压反馈环节。 ·由于磨床电主轴的工作环境较差,受潮后容易造成对地绝缘电阻减小,甚至短路,加上主电路自关断器件过电流能力差,故为提高整机的安全性能,必须引入完善的高可靠性的过电流及对地保护电路。 ·国内的电主轴产品的电压规格较多,一般在220~350V之间,而进口设备中的电主轴的电压标准等级多为350V。 ③电主轴不同于标准电动机,其转动惯量小,低频时阻抗小,工作电流大,不适合长期低频运行,加速时间不应过长,启、制动不能太频繁,应注意选择合适的启动频率。 (2)高速磨床的变频调速拖动系统 ①高速磨床变频调速系统原理。高速磨床变频调速系统的主电路所用变频器为一电压型变频器,二相半控整流桥将三相工频交流电进行可控整流,经过LG滤波器变成比较平直的直流,然后由六组晶体管组成的逆变桥逆变成频率可调的中频交流电去拖动电主轴。变频器的输出频率、电压及电流由一些无源元件(电阻)和连线组成的编码板(PR板)决定。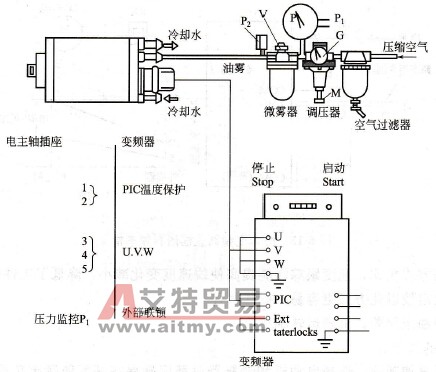 图6-14 高速磨床电主轴系统 电压给定:编码板所接电阻的大小,决定了送到直流放大器电压的大小,从而控制了三相半控整流桥的移相触发电路,使输出电压受到控制。 频率给定:所接电阻的大小,决定了送到U/f变频器的电压大小,通过电压一频率转换,得到一个所需的频率。 变频器采用软启动方式,通过积分电路,启动时电压和频率同时上升,保持U/f值不变,以得到在启动过程中的恒转矩运行。编码板上的补偿电阻(通常为2. 7MΩ)使电动机在频率很低时,也能得到较大的启动转矩。速度调节电位器可控制电动机的升速和降速。电位器在最大位置时,电动机速度等于其额定转速。 电动机制动时,送到电动机的频率及电压按同样积分规律下降,同时变频器接入制动电阻,变频调速系统进入能耗制动状态,制动时间通常为10s左右。 当变频器及输出电流超出额定值时,整流板上的直流电流互感器的电流信号使得晶闸管导通角变小,直流侧电压下降,从而使变频器输出电压下降,限制了负载电流的增长。 变频器的交流输出端接有中频电流互感器,分别监测过电流及对地短路故障。另外,电路还设有工频电压瞬间过电压吸收保护,电流缺相保护,变频器过热、缺少润滑、电动机过热及超速保护等电路。只要任一种故障动作,立即切断中频输出及整流触发脉冲,面板上将显示出相应的故障类别,有效地保护了负载及变频器。 ②高速磨床变频器的使用及注意事项变频器必须根据所用的电主轴配上相应的编码板才能正常工作,根据电主轴的额定频率、电压和电流等,编码板可以配接合适的电阻及连线。 高速磨床变频器使用时应注意以下几点。 ·电主轴与中频变频器的电气指标应相符。由于一般中频变频器有多种U/f曲线供用户选择,电主轴电压等级较多,在调试中应使电主轴额定电压与选择的额定频率交汇点落在变频器U/f恒转矩特性线段上。若考虑电网的影响,可允许适当偏移。 ·根据电主轴结构和特性对变频器进行预置。例如,与标准电动机相比,电主轴具有转动惯量小、低频阻抗小、工作电流大等特点,故不适合长期低频运行,加速时间不应过长,启动不能太频繁,注意选择合适的启动频率。 ·不同的使用环境,选择不同的安装方式:中频变频器可安装在保护等级为IP23的金属机箱内,箱内应通风,且应加过滤装置。防尘防潮的场合,应选用IP54的专用金属机箱,满足具有多尘、腐蚀气体和高湿度的引起冷凝环境下变频器正常运行的要求。由于电主轴配有水冷设备、油雾润滑及磨头冷却系统,所以设备长时间断电时会引起凝结,在机箱内应自动启动箱体加热系统,使箱内温度略高于箱外温度。设备停运时,使变频器仍处于通电状态,以达到防冷凝目的。
图6-14 高速磨床电主轴系统 电压给定:编码板所接电阻的大小,决定了送到直流放大器电压的大小,从而控制了三相半控整流桥的移相触发电路,使输出电压受到控制。 频率给定:所接电阻的大小,决定了送到U/f变频器的电压大小,通过电压一频率转换,得到一个所需的频率。 变频器采用软启动方式,通过积分电路,启动时电压和频率同时上升,保持U/f值不变,以得到在启动过程中的恒转矩运行。编码板上的补偿电阻(通常为2. 7MΩ)使电动机在频率很低时,也能得到较大的启动转矩。速度调节电位器可控制电动机的升速和降速。电位器在最大位置时,电动机速度等于其额定转速。 电动机制动时,送到电动机的频率及电压按同样积分规律下降,同时变频器接入制动电阻,变频调速系统进入能耗制动状态,制动时间通常为10s左右。 当变频器及输出电流超出额定值时,整流板上的直流电流互感器的电流信号使得晶闸管导通角变小,直流侧电压下降,从而使变频器输出电压下降,限制了负载电流的增长。 变频器的交流输出端接有中频电流互感器,分别监测过电流及对地短路故障。另外,电路还设有工频电压瞬间过电压吸收保护,电流缺相保护,变频器过热、缺少润滑、电动机过热及超速保护等电路。只要任一种故障动作,立即切断中频输出及整流触发脉冲,面板上将显示出相应的故障类别,有效地保护了负载及变频器。 ②高速磨床变频器的使用及注意事项变频器必须根据所用的电主轴配上相应的编码板才能正常工作,根据电主轴的额定频率、电压和电流等,编码板可以配接合适的电阻及连线。 高速磨床变频器使用时应注意以下几点。 ·电主轴与中频变频器的电气指标应相符。由于一般中频变频器有多种U/f曲线供用户选择,电主轴电压等级较多,在调试中应使电主轴额定电压与选择的额定频率交汇点落在变频器U/f恒转矩特性线段上。若考虑电网的影响,可允许适当偏移。 ·根据电主轴结构和特性对变频器进行预置。例如,与标准电动机相比,电主轴具有转动惯量小、低频阻抗小、工作电流大等特点,故不适合长期低频运行,加速时间不应过长,启动不能太频繁,注意选择合适的启动频率。 ·不同的使用环境,选择不同的安装方式:中频变频器可安装在保护等级为IP23的金属机箱内,箱内应通风,且应加过滤装置。防尘防潮的场合,应选用IP54的专用金属机箱,满足具有多尘、腐蚀气体和高湿度的引起冷凝环境下变频器正常运行的要求。由于电主轴配有水冷设备、油雾润滑及磨头冷却系统,所以设备长时间断电时会引起凝结,在机箱内应自动启动箱体加热系统,使箱内温度略高于箱外温度。设备停运时,使变频器仍处于通电状态,以达到防冷凝目的。







