

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 立式车床 立式车床对于卧式车床不能加工的铁路车辆的车轮、汽车的轮箍等口径和重量大的工件非常有效。由于要求提高生产效率、维护简便等,采用变频器传动方式的立式车床正
(1)立式车床 立式车床对于卧式车床不能加工的铁路车辆的车轮、汽车的轮箍等口径和重量大的工件非常有效。由于要求提高生产效率、维护简便等,采用变频器传动方式的立式车床正在增加。 立式车床的加工工件一般重量很大,所以主轴电动机容量也大,一般是22~100kW。这种等级的电动机,其传动调速部件的离合器、齿轮等机械部分的尺寸也很大,所以使用变频器的效益也很明显。另外,大外径的工件从外向内连续切削时,用变频器可实现恒线速切削,从而提高了效率。立式车床由于多数不需要突然加减速,所以一般不用专用变频器,而用通用变频器。图6-8所示为立式车床变频调速的框图。刀架进给采用小容量变频器。工件的惯性从电动机轴上看是电动机惯性的十倍以上,所以必须设置制动装置。刀架进给虽然要横向移动,但并不要求大的转矩,所以一般使用数千瓦左右的变频器即可。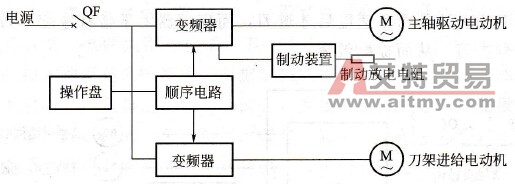 图6-8 立式车床变频调速框图 对于要求特别高精度切削的数控立式车床,使用伺服机构组成系统的设备除了变频器和制动装置外,还有制动放电电阻、底座上升用的油压设备、限幅开关、顺序电路及操作盘等。 图6-9所示为运行模式的一个例子。由于工件的直径很大,所以根据刀具的位置使主轴速度连续变化,以实现恒线速切削。 使用变频器后,取消了离合器、齿轮等机械变速部分,使维护更方便。特别是立式车床的工件(包括底座)惯性很大,所以将机械制动改为电制动具有很大的优越性。此外,由于很容易实现高速运转,所以可以高效率地加工铝等软工件,且无级变速可以做到恒线速加工,所以能提高生产效率。 (2)自动车床 自动车床是高速加工滚珠丝杠等精密部件的机床。由通常的凸轮式改变为复合数控车床后,使生产效率大大提高,成为具有稳定加工精度和良好性能指标的机械,从而得到了广泛的应用。对于这种自动车床的主轴采用变频器传动也越来越多。 对于自动车床,采用具有下列功能的变频器可以缩短加工周期。 ①可不经过停止状态直接由正转变为反转。 ②变频器输出频率为120Hz以上,可加快速度。 ③备有急剧减速的再生制动装置,而且有制动功能,减速结束时不用机械闸就能完全停止。 ④低速时速度变化率小,运行平滑。
图6-8 立式车床变频调速框图 对于要求特别高精度切削的数控立式车床,使用伺服机构组成系统的设备除了变频器和制动装置外,还有制动放电电阻、底座上升用的油压设备、限幅开关、顺序电路及操作盘等。 图6-9所示为运行模式的一个例子。由于工件的直径很大,所以根据刀具的位置使主轴速度连续变化,以实现恒线速切削。 使用变频器后,取消了离合器、齿轮等机械变速部分,使维护更方便。特别是立式车床的工件(包括底座)惯性很大,所以将机械制动改为电制动具有很大的优越性。此外,由于很容易实现高速运转,所以可以高效率地加工铝等软工件,且无级变速可以做到恒线速加工,所以能提高生产效率。 (2)自动车床 自动车床是高速加工滚珠丝杠等精密部件的机床。由通常的凸轮式改变为复合数控车床后,使生产效率大大提高,成为具有稳定加工精度和良好性能指标的机械,从而得到了广泛的应用。对于这种自动车床的主轴采用变频器传动也越来越多。 对于自动车床,采用具有下列功能的变频器可以缩短加工周期。 ①可不经过停止状态直接由正转变为反转。 ②变频器输出频率为120Hz以上,可加快速度。 ③备有急剧减速的再生制动装置,而且有制动功能,减速结束时不用机械闸就能完全停止。 ④低速时速度变化率小,运行平滑。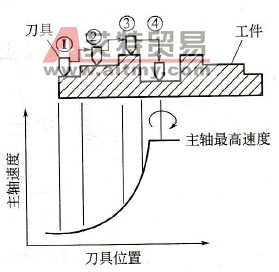 图6-9 工件形状与运行模式 图6-10所示为自动车床用变频调速的框图及其特性。图中R是制动电阻。变频器的输入信号有从数控装置送来的正转、反转、频率指令等c另外,为了缩短加速时间,使用了比电动机容量更大的变频器。
图6-9 工件形状与运行模式 图6-10所示为自动车床用变频调速的框图及其特性。图中R是制动电阻。变频器的输入信号有从数控装置送来的正转、反转、频率指令等c另外,为了缩短加速时间,使用了比电动机容量更大的变频器。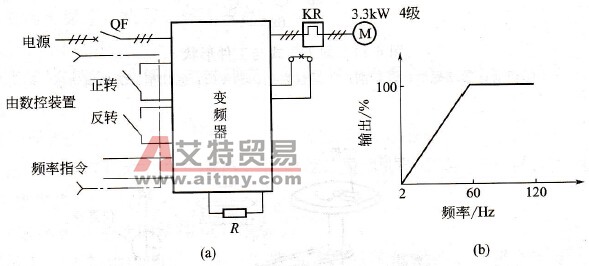 图6-10 自动车床用变频调速的框图及其特性 图6-11所示是加工模式与工件形状的一个例子。加工时需频繁地加减速与停止。在图中加工模式⑥是主轴停止,刀具旋转进行攻丝加工。使用效果如下。 ①缩短了加工周期,使生产率提高。 ②将以往的带制动器电动机更换为通用电动机,因而不需要维护。 ③由于采用数控变频器,使速度再现性好,产品质量稳定。 需要注意的如下。 ①由于速度可调范围大,需要考虑与机械部件匹配以防止谐振。 ②由于制动电阻的大小是根据减速频率决定的,应以最繁重的运行模式来选择。另外,由于温度高,应考虑安装位置。 ③电动机的低频振动很重要。如在低速时需要充分大的转矩,可使用通风型的专用电动机。
图6-10 自动车床用变频调速的框图及其特性 图6-11所示是加工模式与工件形状的一个例子。加工时需频繁地加减速与停止。在图中加工模式⑥是主轴停止,刀具旋转进行攻丝加工。使用效果如下。 ①缩短了加工周期,使生产率提高。 ②将以往的带制动器电动机更换为通用电动机,因而不需要维护。 ③由于采用数控变频器,使速度再现性好,产品质量稳定。 需要注意的如下。 ①由于速度可调范围大,需要考虑与机械部件匹配以防止谐振。 ②由于制动电阻的大小是根据减速频率决定的,应以最繁重的运行模式来选择。另外,由于温度高,应考虑安装位置。 ③电动机的低频振动很重要。如在低速时需要充分大的转矩,可使用通风型的专用电动机。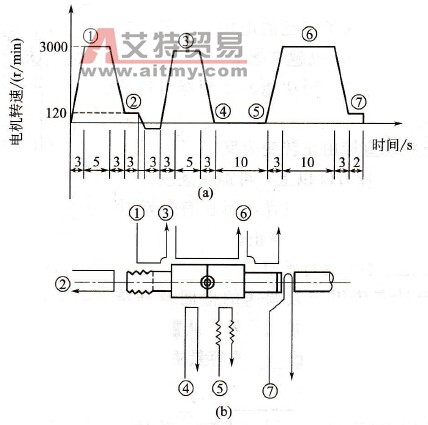 图6-11 加工模式与工件形状 ①切削;②切螺纹;③切削;④螺纹底孔;⑤攻丝;⑥切削;⑦端面切削
图6-11 加工模式与工件形状 ①切削;②切螺纹;③切削;④螺纹底孔;⑤攻丝;⑥切削;⑦端面切削







