

![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介1) 变频改造方案 对定量泵注塑机进行变频改造时,为了确保改造不会对生产造成任何影响,尽量不对注塑机原有液压系统及电气控制系统做变动。为了提高整个系统的可靠性,最好是以
1)变频改造方案 对定量泵注塑机进行变频改造时,为了确保改造不会对生产造成任何影响,尽量不对注塑机原有液压系统及电气控制系统做变动。为了提高整个系统的可靠性,最好是以原来的工频系统为基础(即保留定量泵电机原有的工频运行回路)增设变频调速系统(图5-20),这样可使工频、变频系统互为备用,并增加控制电路保证用户可以方便地进行工频和变频运行的切换。当变频器故障时,将相对应的油泵电机手动切换到原运行方式(工频运行),其他部分仍为变频器带动,不受影响。 2)调速控制信号的采样方案及信号处理方法 1)调速控制信号的采样:变频器的调速控制是利用注塑机原控制系统的同步控制信号,将注塑机控制器给出的调节流量、压力比例阀的模拟量信号(如0~1A( DC)),经处理变换,转变为0~10V(DC)或(4~20) mA的信号,送给变频器,用来调节油泵电机的转速。这样就能让液压系统的输出与注塑机各个工序段中所需的油压大小和流量速度精确匹配,从而使溢流阀的回流量降到最小,达到节能目的。 (2)调速控制信号的处理方法:变频控制部分对来自注塑机控制器的压力比例和流量比例控制信号的处理方法多种多样,大部分是通过电路转换板直接将其中的一个信号转换为变频器可用的模拟量;有的则是将流量与压力信号的乘积通过运算、放大后转换成变频器可用的信号;还有些为了达到更好的控制效果,根据注塑机的工艺和产品特性专门建立了相应的数学模型,然后用注塑机控制器送出压力、流量信号计算出对应的控制量,用来控制变频器的输出频率。 3)电气接线 1)主接线:如图5-21所示,主回路为双回路(变频-工频),变频器工作模式与工频工作模式间有电气联锁,确保工频运行和变频运行不会同时启动。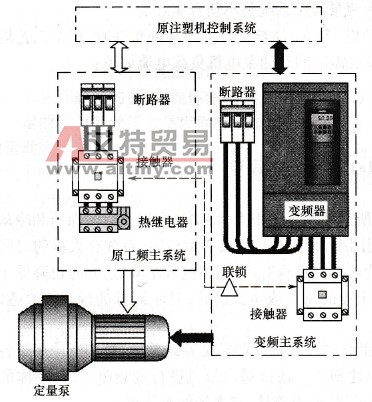 图5-20 注塑机的定量泵变频改造方案
图5-20 注塑机的定量泵变频改造方案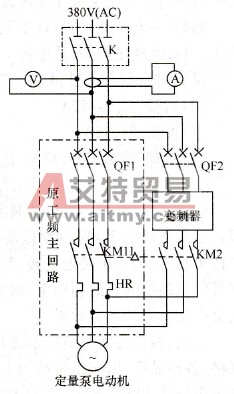 图5-21 变频器主回路接线图 从图5-21可以看出,系统采用一台变频器驱动一台电动机的工作方式,变频器故障时,可通过控制系统切换到原来的工频工作模式,变频器故障输出报警信号应能在控制系统中显示。 (2)变频器接线:图5-22为西门子MM430变频器电气控制的接线图。 将注塑机原有控制器进行P(比例)运算系统的同步信号(压力信号和流量信号),通过转换板生成的标准信号后给MM430变频器的AI1模拟量输入口。在开始运行后,MM430变频器会根据注塑机控制器按工序要求提供的信号,经内部处理后,输出不同的频率,调节输出频率(油泵电动机转速),让泵输出的流量刚好能满足各个动作的需要,而在非动作状态时让电动机停止下来,这样使输出功率与压力和流量同步自动跟踪控制,相当于定量泵变成了节能型的变量泵,且节能效果比变量泵还高。 (3)控制电路接线:常见的注塑机变频改造的控制电路接线如图5-23所示。 注塑机控制器用来调节主油阀的调节信号,经转换成标准信号((4~20) mA,(0~10)V等)后,可用做变频器的调速信号。 本案例的调节信号是通过K4、K5进行转换,工频运行时由K4接通注塑机控制器到主油阀的调节信号。变频运行时,由注塑机控制器来的调节信号要经过变换器(板)转换,故由K5接通变换器(板)到变频器的调节信号;与此同时,K5还要接通将主油阀开到最大的模拟信号。也有些公司不对主油阀做专门的处理,让其与变频器一起随注塑机控制器来的调节信号动作,这样是简单一些,但不能发挥出变频器的最大节电效果,在一定程度上也影响着节电率。
图5-21 变频器主回路接线图 从图5-21可以看出,系统采用一台变频器驱动一台电动机的工作方式,变频器故障时,可通过控制系统切换到原来的工频工作模式,变频器故障输出报警信号应能在控制系统中显示。 (2)变频器接线:图5-22为西门子MM430变频器电气控制的接线图。 将注塑机原有控制器进行P(比例)运算系统的同步信号(压力信号和流量信号),通过转换板生成的标准信号后给MM430变频器的AI1模拟量输入口。在开始运行后,MM430变频器会根据注塑机控制器按工序要求提供的信号,经内部处理后,输出不同的频率,调节输出频率(油泵电动机转速),让泵输出的流量刚好能满足各个动作的需要,而在非动作状态时让电动机停止下来,这样使输出功率与压力和流量同步自动跟踪控制,相当于定量泵变成了节能型的变量泵,且节能效果比变量泵还高。 (3)控制电路接线:常见的注塑机变频改造的控制电路接线如图5-23所示。 注塑机控制器用来调节主油阀的调节信号,经转换成标准信号((4~20) mA,(0~10)V等)后,可用做变频器的调速信号。 本案例的调节信号是通过K4、K5进行转换,工频运行时由K4接通注塑机控制器到主油阀的调节信号。变频运行时,由注塑机控制器来的调节信号要经过变换器(板)转换,故由K5接通变换器(板)到变频器的调节信号;与此同时,K5还要接通将主油阀开到最大的模拟信号。也有些公司不对主油阀做专门的处理,让其与变频器一起随注塑机控制器来的调节信号动作,这样是简单一些,但不能发挥出变频器的最大节电效果,在一定程度上也影响着节电率。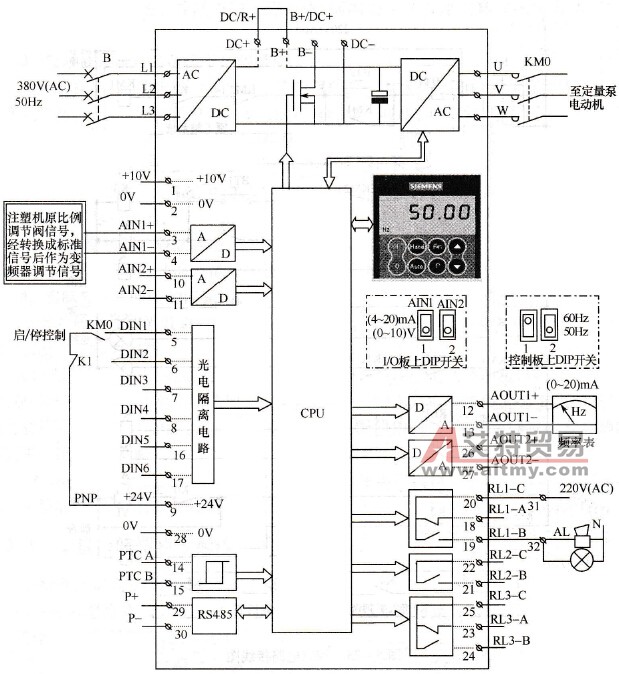 图5-22 变频器电气控制接线图
图5-22 变频器电气控制接线图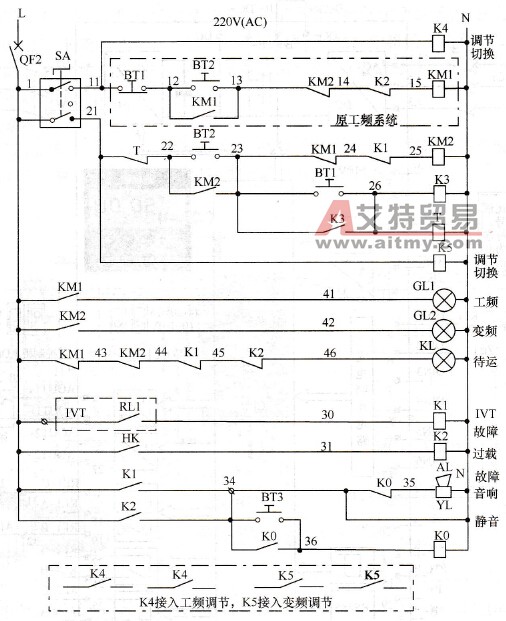 图5-23 控制电路接线图
图5-23 控制电路接线图







