![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介造纸设备虽然种类繁多,传动结构也各异,但从系统组成来看都是由压榨、烘干、压光、卷取等几大部分组成的,各部分都由电机驱动。造纸工艺要求:设备传动时应保证纸在各部分传
造纸设备虽然种类繁多,传动结构也各异,但从系统组成来看都是由压榨、烘干、压光、卷取等几大部分组成的,各部分都由电机驱动。造纸工艺要求:设备传动时应保证纸在各部分传送时具有恒定的速度及恒定的张紧度。目前造纸设备实现这个要求的最佳控制方案是变频调速,而对变频器的控制主要有两类:一类是PLC控制,另一类是PC或工控机控制。 1.造纸设备变频调速传动的特点 ①压榨、烘干部分各缸、压光辊等均为直径恒定不变的圆柱体,当控制精度要求不高时,可以近似认为辊外缘线速度与电机电源频率成正比;而卷纸辊外缘直径在卷纸过程中不断增大,所以电源频率的大小不仅与卷纸辊外缘线速度成正比,还与其直径成反比;但当进行高精度稳速控制时,电机的电源频率除与上述各因素有关外,还与各电机的性能及负载的大小有关。 ②在纸传送的过程中,不仅要保证纸在各部分传送的速度一致,而且还要保证纸有一个恒定的张紧度。 ③等直径辊的电机电源频率的确定不仅与各辊的直径、系统的传动比、电机的磁极对数等参数有关,而且还与电机的转差率(自动控制时转差率不恒定)有关;变直径辊的电机电源频率还与辊的直径成反比。 由于中小型PLC不适宜进行复杂的逻辑运算,目前对于精度不高的纸机同步传动由PLC控制;而对于高精度纸机同步传动,采用PC或工控机作为上位机完成复杂的逻辑运算,由PLC作为下位机控制变频器,系统复杂,成本增加。 2.系统的组成 如图8-18所示,该系统由压榨辊、烘缸(此两部分图中未画出)、压光辊、卷纸辊、张紧检测及标定装置、光电传感器等组成。张紧装置主要由导轮、张紧轮、挺杆、弹簧、光电开关等组成。光电开关SN1、SN5用于张紧状态的极限控制,SN2、SN3、SN4用于张紧状态的检测及标定,以消除可能由各种因素导致的两辊外缘位移差值的累计误差。系统的控制目标有两个:一是多电机速度同步控制,即纸机各部分的传动速度相等并恒定不变;二是恒张紧度控制,纸应始终处在最佳的张紧状态。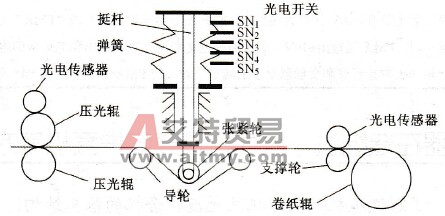 图8-18 系统的组成 控制电路系统的控制电路如图8-19所示(图中仅画出压光辊及卷纸辊电路,其他电路可依此画出)。
图8-18 系统的组成 控制电路系统的控制电路如图8-19所示(图中仅画出压光辊及卷纸辊电路,其他电路可依此画出)。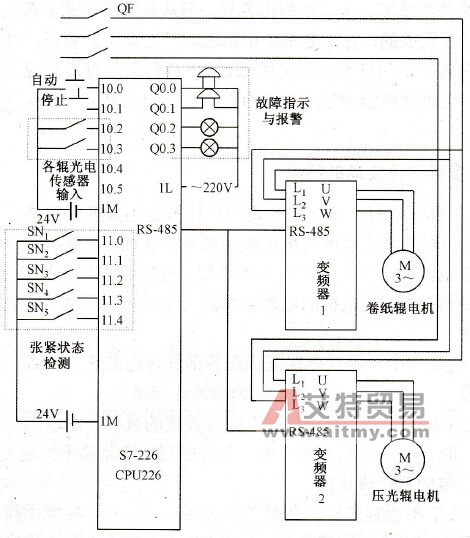 图8-19 控制电路系统的控制电路 (1) PLC的输入/输出 PLC的输入:操作控制各辊外缘位移检测传感器的输入信号、张紧装置状态检测信号。 PLC的输出:各辊运转故障报警,RS-485用于与变频器的通信,实现对变频器的控制。 (2)变频器的设置 为各变频器分配从站地址;RS-485串行接口的波特率为9600bps,频率分辨率为0.01Hz。
图8-19 控制电路系统的控制电路 (1) PLC的输入/输出 PLC的输入:操作控制各辊外缘位移检测传感器的输入信号、张紧装置状态检测信号。 PLC的输出:各辊运转故障报警,RS-485用于与变频器的通信,实现对变频器的控制。 (2)变频器的设置 为各变频器分配从站地址;RS-485串行接口的波特率为9600bps,频率分辨率为0.01Hz。