

采用钨极氩弧焊焊接管道第一层(即打底焊),然后用焊条电弧焊盖面的方法,对提高管道焊接质量有明显的效果,尤其是对高、中合金钢管道,不锈钢管道的焊接更为显著,目前已广...
阅读更多
装配前,管子待焊处 20mm 内、板件孔壁及其周围 20mm 范围内的油污、水锈要清除干净,并露出金属光泽。 装配合格后进行定位焊,焊缝长度为 10~15 mm ,要求焊透并且不能有各种焊接缺...
阅读更多
窄间隙焊接的最大难题是如何防止为焊透造成的缺陷,即想办法使狭窄的坡口深处的侧面都能够充分焊透。在这一前提下,生产中比较典型的主要有焊丝变波浪形窄间隙 MAG 焊、麻花焊...
阅读更多
由于焊丝自动给进,管子对接 CO2 气体保护焊时,为配合并提高其工作效率,通常将焊件放在滚轮架上进行焊接。管子对接的 CO2 气体保护焊采用单面焊双面成形的工艺。 管子对接时,...
阅读更多氩弧焊常见的缺陷有焊缝成形不良、烧穿、未焊透、咬边、气孔和裂纹等。钨极氩弧焊的缺陷产生原因及防止方法见表 6-17 。 表 6-17 钨极氩弧焊常见缺陷的产生原因及防止方法 缺陷 产...
阅读更多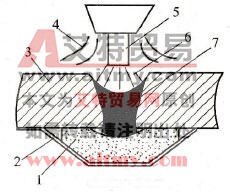
CO2 焊单面焊双面成形也可采取背部加陶瓷衬垫的方法,与埋弧焊的单面焊双面成形相近,如图 6-59 所示。 此外,还可从操作手法上实现 CO2 焊单面焊双面成形工艺,即采用连续击穿焊法...
阅读更多
CO2 气体保护焊的规范参数主要包括焊丝直径、焊接电流、电弧电压、焊接速度、焊丝干伸长度、气体流量和电源极性等。 焊丝直径是根据焊件厚度、施焊位置及生产率的要求来选择的...
阅读更多
由于细丝 CO2 气体保护焊能进行全位置焊接,因此采用细焊丝、小规范、多层焊就能进行垂直自动焊。在焊接过程中由于采用小的焊接规范和熔池体积小,焊丝一面上升,同时作横向摆...
阅读更多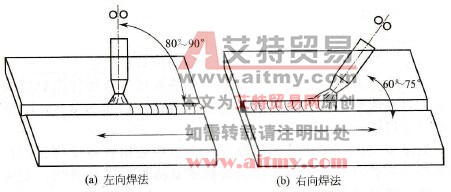
按其焊枪的移动方向(向左或向右), CO2 气体保护焊的操作可分为左向焊法和右向焊法两种,见图 6-49 。 图 6-49 左向焊法和右向焊法示意图 实际生产中一般都采用左向焊法。因为采用...
阅读更多
这种焊接方法的原理如图 6-63 所示,电弧在保护气体 (Ar+CO2) 保护下燃烧,熔化金属被局限在两焊件间隙与水冷成形滑块之间,焊丝不断送进并熔化,成形滑块不断上移,熔池液体金属在...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




