


各种位置的气焊操作要领见表 6-50 。 表 6-50 不同位置的气焊操作要领 名称 操作要领 图 示 平焊 平焊采用的主要接头形式是对接,并多 用左焊法进行焊接。焊炬与焊件的角度 根据焊件...
阅读更多
自动钨极氩弧焊时,焊枪在焊接电流 180A 以下可采用自然冷却,焊接电流在 180A 以上的必须用水冷却。同时,焊枪要求接触和导电良好,保证有足够的有效保护区域和气流挺度,焊枪上...
阅读更多
熔化极氩弧焊主要的焊接参数有焊丝直径、电弧电压、焊接电流、焊接速度、喷嘴孔径、焊丝伸出长度和氩气流量等。 (1) 焊接电流与极性 熔化极氩弧焊生产中一般都采用喷射过渡的形...
阅读更多
半自动 CO2 气体保护焊,通常采用短路接触法引弧。由于平特性弧焊电源的空载电压低,又是光焊丝,在引弧时,电弧稳定燃烧点不易建立,使引弧变得比较困难,往往造成焊丝成段地...
阅读更多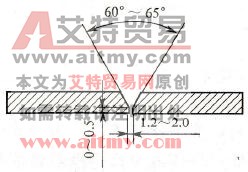
薄板水平对接采用钨极氩弧焊时,通常采用 V 形坡口,其坡口形式如图 6-40 所示。焊前要清除焊丝和坡口表面及其正反两侧 20mm 范围内的油污、水锈等污物,同时,坡口表面及其正反...
阅读更多CO2 气体保护焊机有弧坑控制电路,焊枪在收弧处停止前进,同时接通此电路,焊接电流与电弧电压自动变小,待熔池填满时断电。如果焊机没有弧坑控制电路,或因焊接电流小没有使用...
阅读更多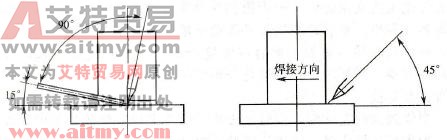
插入式管板焊前要清除管子待焊处和钢板孔壁及其周围 20mm 范围内的水锈、油污等污物,并打磨至露出金属光泽,然后将露出金属光泽处及焊丝用丙酮清洗干净。 通常,插入式管板钨极...
阅读更多
CO2 气体保护焊一般多采用左向焊法。薄板平对接焊,焊枪作直线运动,如果有间隙,焊枪可作适当的横向摆动,但幅度不宜过大,以免影响气体对熔池的保护作用。中、厚板 V 形坡口对...
阅读更多
通常,小直径管子的钨极氩弧焊采用单面焊双面成形的工艺。为了使电弧燃烧稳定,钨极一般磨成图 6-36 (b) 所示的圆锥形。坡口一般采用 V 形坡口,管子组对示意图见图 6-43 。装配时,...
阅读更多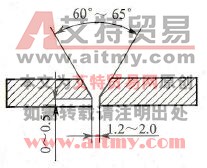
中厚板的水平 CO2 焊一般采用单面焊双面成形的工艺,通常采用 V 形坡口,其坡口形式如图 6-55 所示。焊前要清除坡口及其周围的油污、水锈等,并露出金属光泽。装配时,要根据具体...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




