

深坡口内的引弧是保证焊缝无缺陷的关键技术之一,往往由于引弧不顺利而引起坡口侧面咬边或导电嘴碰电。通常焊接环焊缝时的引弧方法是:焊丝接触工件一短路一焊丝返回燃烧引起...
阅读更多
气焊规范是保证焊接质量的主要技术数据。气焊规范通常包括焊丝的成分、直径、气焊熔剂、火焰种类与能率、焊炬的倾斜角度、焊接速度等。 ①焊丝直径:是由焊件厚度及焊缝在空间...
阅读更多
焊丝填入熔池的方法一般有下列几种: ①间歇填丝法:当送入电弧区的填充焊丝在熔池边缘熔化后,立即将填充焊丝移出熔池,然后再将焊丝重复送入电弧区。以左手拇指、食指、中指...
阅读更多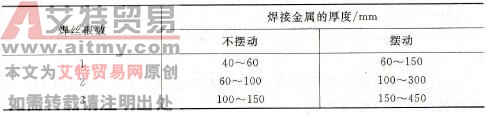
丝极电渣焊的焊接规范保证电渣焊过程具有良好的稳定性、焊接接头的质量和较高的生产率。同时,要获得稳定的电渣过程,首先应设法避免电弧放电现象的发生,以免电渣过程变为电...
阅读更多
气焊时焊炬和焊丝都是从左端向右端移动,或者从右端向左端移动,前者称为右焊法,而后者称为左焊法。这两种方法对于焊接生产率及焊缝的质量影响很大。 右焊法时 [ 图 6-93(a)] ,...
阅读更多焊接结束时,如果收弧不正确,在收弧处会产生弧坑裂纹、气孔及烧穿等缺陷,因此必须掌握正确的收弧方法。收弧时常采用以下几种方法: (1) 增加焊速法 当焊接快要结束时,焊枪前...
阅读更多
板极电渣焊的工艺参数有:工件装配间隙、板极尺寸、板极数目及位置、焊接电流、焊接电压及渣池深度等。 (1) 装配间隙 板极与工件被焊断面之间距离一般为 7 ~ 8mm ,工件装配间隙...
阅读更多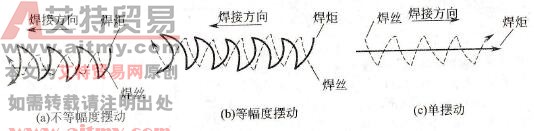
焊接过程中焊炬有两个方向的运动,即沿焊缝横向的摆动。而焊丝除了这两个运动之外,还有向熔池方向的送进运动。 焊炬与焊丝的横向摆动的作用,在于使坡口边缘能很好地熔合,并...
阅读更多
平焊时要求运弧尽量走直线,焊丝送进要求规律,不能时快时慢,钨极与焊件的位置要准确,焊枪角度要适当。几种常见接头形式平焊时,焊枪、焊丝和焊件间的相互位置见图 6-38 。...
阅读更多
(1) 丝极数量及熔嘴 丝极的数量受焊接设备容量的限制,当丝极数量多时,可使整条焊缝的熔深较均匀,一般丝极之间的最小间距为 50 ~ 60mm 。丝极数量可由下式计算得出: 式中 n- 丝...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




