


多层焊或多层多道焊时,在后续焊层(焊道)施焊前,先焊焊层或焊道所应保持的温度,称层(道)间温度。对要求焊前预热的焊件,其层(道)间温度应等于或略高于预热温度,否则...
阅读更多
由于铝的强氧化性,其焊接性在 TIC 焊和 MIG 焊诞生以前是极差的。一般说来,工业纯铝、防锈铝、铝硅系和铝镁系铸造铝合金的 TIC 焊和 MIG 焊焊接性良好,可热处理强化铝合金与铝钢...
阅读更多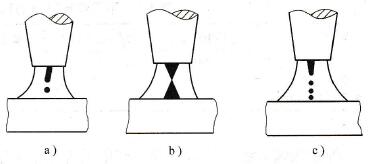
电弧焊时,焊条(或焊丝)端部形成的熔滴通过电弧空间向熔池转移的过程,称为熔滴过渡。熔滴过渡主要分为粗滴过渡、短路过渡和喷射过渡三种形式,如图 1-3 所示。 图 1-3 三种熔...
阅读更多
(1) 固溶强化使合金元素溶于基体金属以形成固溶体而使基体金属得以强化(固溶体比溶剂金属具有较高的强度和硬度)的工艺,称为固溶强化。其机理是柯氏气团对位错运动的一系列阻...
阅读更多
(1) 工业纯钛 属α钛合金,在所有钛合金中焊接性是最好的。接头强度可接近母材,但塑性则低于轧制态母材。焊接问题主要是脆化和气孔敏感性: 1) 脆化。工业纯钛导热性差,比热容...
阅读更多
(1) 不锈钢 可使用短路过渡、喷射过渡或脉冲喷射过渡:①短路过渡 MIG 焊用于薄板和打底层焊接,通常使用Φ 0.8~ Φ 1.2mm 细焊丝和φ (Ar) 85%~75%+ φ (CO2)15%~25% 混合气体。混合气体的工艺性...
阅读更多
(1) 稳定化 高碳高合金钢淬火 + 回火时,如果使 Ms ′点比原来钢的 Ms 点低,则产生的二次马氏体量比较少的现象称为稳定化。其原因是在较低温度回火时,碳原子向晶体缺陷处偏析,形...
阅读更多
应兼顾焊件材质,焊件的工作条件和使用性能,焊件的复杂程度及刚度,施焊条件以及生产效率和经济效益。 (1) 考虑焊件材质 包括力学性能、化学成分以及焊接性,以与母材等性能要...
阅读更多
气焊参数主要有火焰能率、焊接方向、焊丝直径、焊嘴倾斜度以及接头形式和坡口形式。 (1) 火焰能率 由焊炬型号和焊嘴大小决定,焊炬型号和焊嘴号则按焊件厚度选择,参见表 1-8 、...
阅读更多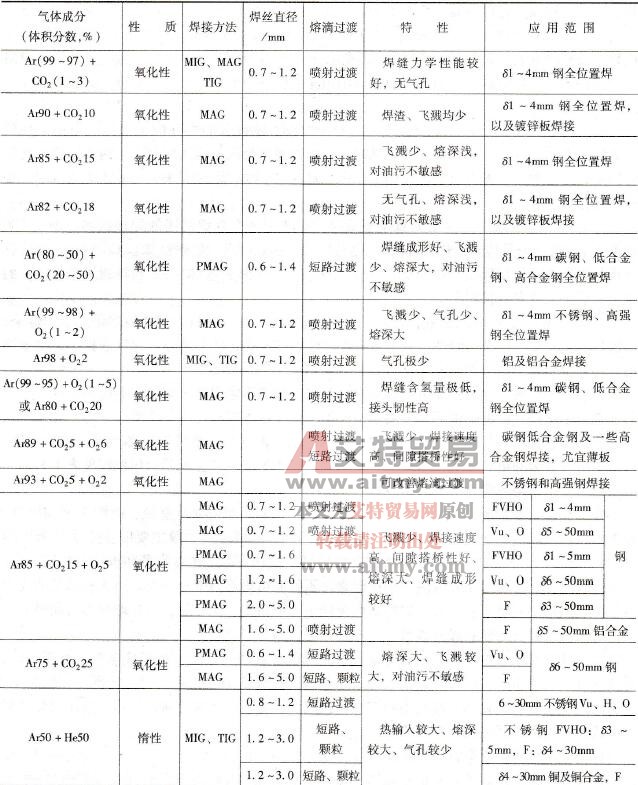
熔化极气体保护焊为何常用混合气体,试述不同混合气体配比的应用范围 熔化极气体保护电弧焊使用单一保护气体往往难以获得理想效果。采用二元或三元混合气体保护比单一气体保护...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




