


灰铸铁的焊接性不良,主要表现为裂纹敏感性及焊接区易淬硬和白口化。 (1) 裂纹敏感性 对冷、热两类裂纹均敏感。热裂纹敏感性主要在于使用某些焊接材料(如结构钢焊条和镍基焊条...
阅读更多
(1) 不同珠光体钢之间的焊接性 取决于焊接时的淬硬倾向,而淬硬倾向又取决于母材的含碳量和厚度。一般认为, w(C)0.25% 时淬硬倾向小,反之则大。厚度则影响接头刚度及近缝区冷却速...
阅读更多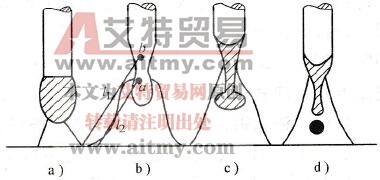
临界电流是指熔化极气体保护焊时为得到喷射过渡所必须达到的最小电流值。当熔滴缩颈上的表面温度到达金属沸点时,电弧的阳极斑点将瞬间从熔滴根部扩展到缩颈根部,这一现象称...
阅读更多
球墨铸铁熔铸时使用的球化剂能增加产生白口和淬硬组织倾向,而由于球墨铸铁的强度、塑性和韧性均较高,要使接头的力学性能与母材相匹配也更困难。灰铸铁中的所有焊接问题在球...
阅读更多
高铬钢按金相组织可分为以 2Crl3 、 3Cr13 等为代表的马氏体钢,以 0Cr13 、 0Cr17Ti 、 Cr25 、 1Cr28 等为代表的铁素体钢和以 Cr17Ni 等为代表的铁素体一马氏体钢三类。 (1) 马氏体钢 具有空淬...
阅读更多
何谓焊接工艺规程,编制焊接工艺规程目的何在 (1) 焊接工艺和焊接参数 焊接工艺是指焊接结构或焊接接头加工所涉及的方法、内容和要求,包括编制焊接工艺规程 ( WPS) 、焊接工艺卡...
阅读更多
除了白口、淬硬组织、裂纹敏感性等铸铁焊接性的共性问题以外,不同类型铸铁尚有其各自焊接性特点,择要叙述如下: (1) 蠕墨铸铁 焊接性介于灰铸铁和球墨铸铁之间,缘于: ①作为...
阅读更多
(1) 不同奥氏体钢之间的焊接性 存在三个问题:一是热裂纹敏感性;二是耐腐蚀性能,尤其是耐晶间腐蚀性能的下降;三是在高温下工作的接头有可能造成焊缝与母材的热强性差异(通...
阅读更多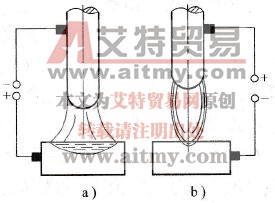
(1) 正接和反接 焊件接电源正极,电极接电源负极的接线法称正接,或正极性;焊件接电源负极,电极接电源正极的接线法称反接,或反极性。只有用直流施焊或切割时,才有极性区别...
阅读更多
(1) 难熔合,易变形 由材料物理性质(高热导率、高热胀性和收缩率)所决定。 (2) 热裂倾向大 焊缝及近缝区都可能发生热裂,这是由于杂质和氧化亚铜(液态时易于生成)所构成的低...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




