

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介如问题 1 所述,刨台在切削过程中,速度的变换和刨台的位置有关。所以,用行程开关(接近开关)来控制转速的切换是合理的。 1 .龙门刨床的专用接近开关 图 6-47 刨台控制专用接近
如问题1所述,刨台在切削过程中,速度的变换和刨台的位置有关。所以,用行程开关(接近开关)来控制转速的切换是合理的。 1.龙门刨床的专用接近开关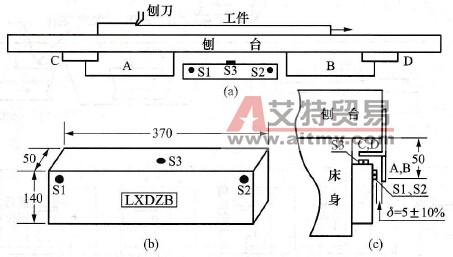 图6-47 刨台控制专用接近开关 (a)专用接近开关的布置;(b)外观;(c)安装侧视图 刨台控制专用的接近开关如图6-47所示,由3个接近开关S1、S2、S3组成,安装在刨床的床身上。其中,S1、S2的感应头朝向外侧面,S3的感应头则朝上,如图6-47 (b)所示。 A、B是两块感应挡板,其位置将决定S1和S2的状态,用于决定转速的切换;C、D为上挡极,其位置将决定S3的状态,用于进行刨台的限位保护。挡板的形状如图6-47 (c)所示。挡板与感应头之间的距离为 δ=5mm+10% 2.接近开关的工作程序 刨台的刨削过程如图6-48 (a)所示,各接近开关的动作顺序是: (1)挡板A的侧挡板接近S1,接近开关处于“1”状态,使刨削速度降为低速,刨刀准备退出工件。 (2)挡板A的侧挡板又接近S2,接近开关处于“11”状态,刨台高速返回。 如果刨台因S2发生故障而未返回,则挡板A的上挡板C接近S3,迫使刨台停止运行。 在返回过程中,挡板A相继退出S2和S1。 (3)挡板B的侧挡板接近S2,接近开关处于“2”状态,使返回速度降为低速,刨台准备反向。 (4)挡板B的侧挡板又接近S2,接近开关处于“22”状态,刨台反向,低速切入工件。 如果刨台因S1发生故障而未反向,则挡板B的上挡板D接近S3,迫使刨台停止运行。 在反向过程中,挡板B退出S1。 (5)挡板B退出S2刨台升速为所要求的切削速度。 重复上述过程。 接近开关的内部接线端子如图6-48(b)所示。
图6-47 刨台控制专用接近开关 (a)专用接近开关的布置;(b)外观;(c)安装侧视图 刨台控制专用的接近开关如图6-47所示,由3个接近开关S1、S2、S3组成,安装在刨床的床身上。其中,S1、S2的感应头朝向外侧面,S3的感应头则朝上,如图6-47 (b)所示。 A、B是两块感应挡板,其位置将决定S1和S2的状态,用于决定转速的切换;C、D为上挡极,其位置将决定S3的状态,用于进行刨台的限位保护。挡板的形状如图6-47 (c)所示。挡板与感应头之间的距离为 δ=5mm+10% 2.接近开关的工作程序 刨台的刨削过程如图6-48 (a)所示,各接近开关的动作顺序是: (1)挡板A的侧挡板接近S1,接近开关处于“1”状态,使刨削速度降为低速,刨刀准备退出工件。 (2)挡板A的侧挡板又接近S2,接近开关处于“11”状态,刨台高速返回。 如果刨台因S2发生故障而未返回,则挡板A的上挡板C接近S3,迫使刨台停止运行。 在返回过程中,挡板A相继退出S2和S1。 (3)挡板B的侧挡板接近S2,接近开关处于“2”状态,使返回速度降为低速,刨台准备反向。 (4)挡板B的侧挡板又接近S2,接近开关处于“22”状态,刨台反向,低速切入工件。 如果刨台因S1发生故障而未反向,则挡板B的上挡板D接近S3,迫使刨台停止运行。 在反向过程中,挡板B退出S1。 (5)挡板B退出S2刨台升速为所要求的切削速度。 重复上述过程。 接近开关的内部接线端子如图6-48(b)所示。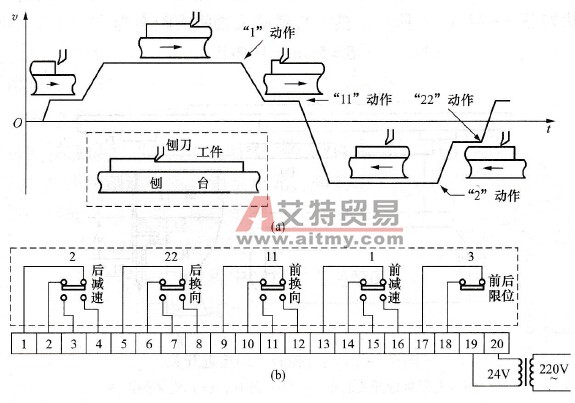 图6-48 专用接近开关的接线端子与工作程序 (a)工作程序;(b)接线端子
图6-48 专用接近开关的接线端子与工作程序 (a)工作程序;(b)接线端子







