


(1) 低碳钢与奥氏体钢相焊 焊接工艺条件与接头性能见表 11-14 。 表 11-14 低碳钢与奥氏体钢间焊接时的工艺条件与接头性能 (2) 中碳钢、低合金钢与奥氏体钢相焊 1) 中碳钢、低合金钢与...
阅读更多
12Cr1MoVG 与 0Cr18Ni11Nb( TP347) 小径管间的 TIG 焊,常见于大容量火电机组,母材和焊丝化学成分见表 11-29 。 表 11-29 母材和焊丝的化学成分(质量分数, % ) (1) 焊接性分析 奥氏体不锈钢...
阅读更多
(1) 高铬不锈钢与奥氏体钢相焊 焊接工艺条件及接头应用场合见表 11-15 。 (2) 高铬耐酸耐热钢与奥氏体钢相焊 焊接工艺条件及接头性能见表 11-16 。 (3) 高铬热强钢与奥氏体钢相焊 焊接工...
阅读更多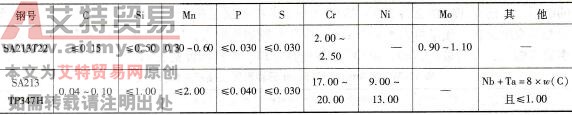
(1) 工况 由 ABB-CE 供货的 3 台 660MW 火电机组锅炉受热面高温区泄漏,须割口返修。管子上侧 SA213 T22 ( 2.25 Cr-1Mo ),下侧 SA213 TP347H(0Cr18Ni11Nb) ,规格Φ (45 ~ 65)mm × (4.5 ~ 6.5)mm ,每台有...
阅读更多
以 KRS-14 热采(油)井口结构件 35CrMo 阀体与 Q235 法兰焊接为例,焊接接头及坡口形式如图 11-2 所示,接头性能须经焊后热处理方能达到设计要求。 图 11-2 焊接接头及坡口形式 (1) 焊接性...
阅读更多
(1) 工况 在大容量、高参数火电机组中, T91 与 1Cr18Ni9Ti 间的焊接屡见不鲜,今以 600MW 超临界机组锅炉过热器主蒸汽管 T91 管座与热电偶保护套管 1Cr18Ni9Ti 间的对接焊为例,予以说明。管...
阅读更多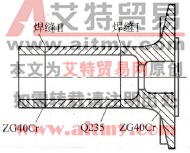
以 SF108t 电动轮自卸车机壳的焊接为例。机壳规格Φ 768mm × 1293mm × 60mm ,系 ZG40Cr-Q235-ZG40Cr 异种钢焊接结构,如图 11-3 所示。 图 11-3 机壳结构示意图 (1) 焊接性分析 ZG40Cr 系 350MPa 级低合...
阅读更多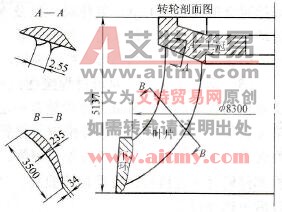
以厚 34 ~ 225mm 的 A216/X5CrNi13-4 的水轮发电机转轴结构件焊接为例。 (1) 工况 某水电站水轮发电机转轴结构如图 11-13 。其上冠与下环为美国钢种 A216 ,叶片为德国钢种 X5CrNi13-4 ,两者化...
阅读更多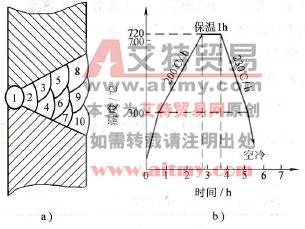
以火力发电厂过热器集箱蒸汽出口钢管(规格为Φ 194mm × 15mm 的 12Cr1MoV) 与 20g 主汽管的焊接为例, DL 5007-1992 《电力建设施工及验收技术规范》规定以 TIG+SMAW 施焊。 (1) 焊接工艺 ①焊接...
阅读更多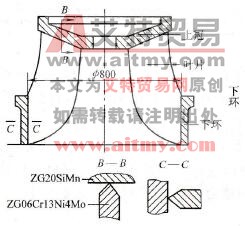
(1) 工况 岩滩水电站混流式水轮机转轮直径 8m ,叶片和下环采用 ZG06Cr13Ni4Mo ,叶片δ max=220mm ;转轮和上冠采用 ZG20SiMn ,转轮结构如图 11-15 所示。 图 11-15 转轮结构示意图 图 11-16 厚壁异...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




