


以 WD1200 挖掘机斗杆焊接为例。斗杆体为 18MnMoNb 锻件,斗杆前为 ZG28CrMnMo 铸件,两者化学成分见表 11-20 。斗杆外形尺寸为Φ 610mm × 55mm × 10220mm 。 (1) 焊接性分析 两者 Mn 、 Mo 含量都较高...
阅读更多
(1) 工况 铁路电气化专用牵引变压器拉板结构中,涉及厚度为 10mm 的 (45+Q235) 钢与无磁钢 15Mn26A14 的互焊。 15Mn26A14 是以 Mn-Al 合金化的典型无 Cr-Nli 奥氏体无磁钢,其化学成分见表 11-41 。...
阅读更多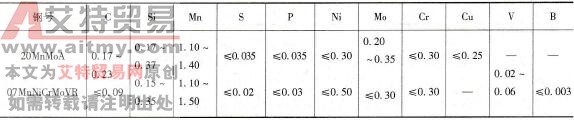
与 07MnNiCrMoVR 钢球罐配套的锻件应为 08MnNiCrMoD ,因故改用 20MnMo 钢锻件,两者厚度分别为 44mm 和 46mm ,其化学成分和力学性能见表 11-21 、表 11-22 。 表 11-21 20MnMo 钢与 07MnNiCrMoVR 钢化学成...
阅读更多
不锈钢基、覆层组合受到材料规格的限制,使不锈复合板商品规格远不能满足生产需要,故不锈钢衬里的应用非常普遍。衬里焊接可分为条衬和塞焊衬里两种形式。 (1) 条衬 分基体与衬...
阅读更多
(1) 工况 A213-T91 具有良好的热强性与耐蚀性,是亚临界和超临界火电机组四大管道的理想用材; 12Cr1MoV 则是再热器联箱管接头常用材料。 DL5007-1992 标准推荐以 TIG-R40 和 R407 焊接材料进行...
阅读更多
(1) 工况 脉冲 MIG 焊适用于以成型焊接法制造形状复杂,又难以常规铸、锻法完成的小型焊件,尤其像镍基合金这类可铸性与可锻性都不良的材料。现以脉冲 MIG 焊制造 Inco nel 625 球阀阀...
阅读更多
(1) 工况 合成氨设备中的气化炉下降管壁厚 12mm ,材质 Incoloy 825 ,母材化学成分和力学性能见表 10-25 和表 10-26 。气化炉工作压力 6.5MPa ,工作温度 252 ℃,在强腐蚀性介质中工作,服役...
阅读更多
异种钢(异种金属)焊接时为克服材料的冶金不相容、物理性质差异,以及避免出现淬硬或其他不利组织,可采用堆焊隔离层方法,亦称过渡层焊接法。隔离层成分可以是一种母材成分...
阅读更多(1) 异种奥氏体耐热不锈钢间焊接 选用 E309-16(A302) 、 E309-15(A307) 焊条或 H1Cr25Ni13 焊丝时,焊前可不预热,焊后可不热处理,或作 870~920 ℃的热处理。焊接接头可在不含硫化物的介质中使...
阅读更多
(1) 工况 苯胺设备中的转化气蒸汽发生器材贡 Incoloy 800 (符合美国 UNs N08811 及 GB/T 15007-1994 NSI11 标准),壁厚 20mm 、 35mm 。介质转化气,入口温度 860 ℃。母材化学成分和力学性能见表...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




