


无功补偿提高功率因数最常用的方法是在电路中安装并联电容器(移向电容器),用于补偿电力系统中感性负荷的无功功率。如图 6-17所示为电容器外形。 图 6-17 电容器 在交流电路中,...
阅读更多
美国牌号 C-276 为 Ni-Cr-Mo 系镍基锻造耐蚀合金,相当于我国的 NS334 。是少数能承受湿氯蒸汽、次氯酸盐等介质腐蚀的材料之一,具有优良的耐点蚀、应力腐蚀以及对硫化物和氯离子的抗...
阅读更多
预热温度选择见表 11-8 ,层温应等于或略高于预热温度。 表 11-8 部分珠光体耐热钢与碳钢、低合金钢相焊时的预热温度选择参考 (作者稿费要求:需要高清无水印文章的读者3元每篇,...
阅读更多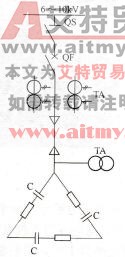
无功补偿的方式分为集中补偿和分散补偿两种。集中补偿就是将无功补偿装置(电力电容器组)没在总配电装置或分路配电装置上进行补偿,这种补偿方式适用于负载功率不大而数量又...
阅读更多
GH4169 为 19Cr-5Nb-3Mo-Ti 低碳镍铁基合金,高温性能优异,普通型 GH4169 的 650 ℃σ b 达 1128MPa(700 ℃时为 1000MPa) ,持久强度达 686MPa(T/h 165) ,故被广泛应用于液体火箭发动机的关键零部件。母...
阅读更多
选择焊后热处理规范应注意到:①组合之一的淬透性极强时,焊后应立即热处理,且装炉时炉温不低于 450 ℃;②升温速度: v 升 =200 × 25/ δ ( ℃ /h) ,其中δ为焊件壁厚 (mm) ;③保温时...
阅读更多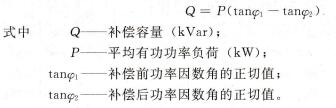
1.功率因数的计算方法 补偿容量的大小取决于电力负荷的大小和功率因数的高低。确定补偿容量的方法主要有两种,一种是计算法,另一种是查表法。 (1)计算法。电容补偿容量可由以...
阅读更多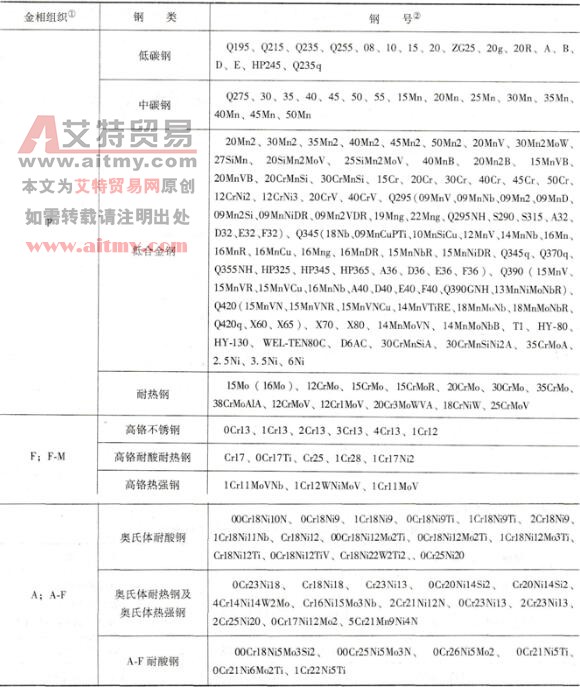
传统分类方法是根据钢的金相组织,如表 11-1 。 表 11-1 异种钢焊接时钢种按金相组织分类表 ① P- 珠光体; F- 铁素体; M- 马氏体; A- 奥氏体。 ②本栏钢号仅包括常用钢材,一些专用钢...
阅读更多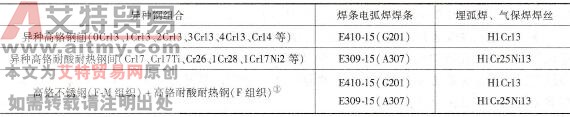
选择焊接材料应注意下列两点:一是不可使焊缝形成单相铁素体组织,以免发生晶粒长大而导致脆化,且这类脆化是无法用焊后热处理来消除的;二是焊缝中应有 Ti 或其他碳化物形成元...
阅读更多(1)电容器的搬运应不碰不摔,严禁抓着套管搬运电容器。 (2)电容器一般应安装在室内,安装地点应不受阳光直射,不易被雨雪淋湿,无腐蚀性气体,无盐碱、金属粉尘,尘埃少,并且通...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




