


按钢的金相组织构成的焊接组合见表 11-2 。其中耐热钢分为珠光体、马氏体、铁素体和奥氏体四类(有时把贝氏体亦作为一类),其焊接组合为表 11-2 中的组合Ⅳ ~ 组合Ⅵ。 表 11-2 异种...
阅读更多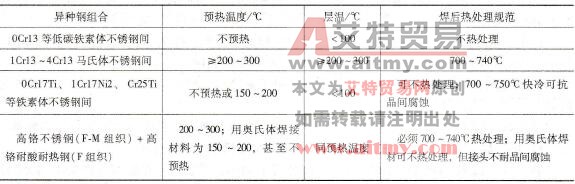
参见表 1 。 表 1 异种高铬钢相焊时预热温度、层温和焊后热处理规范 (作者稿费要求:需要高清无水印文章的读者3元每篇,请联系客服,谢谢!在线客服: )...
阅读更多异种钢焊接时使用的焊接方法与单一钢材焊接时并无不同,基本熔焊方法都可用于异种钢焊接。但从焊缝的稀释与合金化考虑,应优先选用能量密度较高者以减小熔深、减小母材熔合比...
阅读更多应按结构工作条件,选择焊接材料并制订焊接工艺: (1) 选用 E308-15(A107) 焊条或 H1Cr19Ni9 焊丝 焊前可不预热,焊后可不热处理,但可作 950~1050 ℃的稳定化处理。焊接接头可在 360 ℃以下...
阅读更多
(1) 工况 降膜蒸发器管程和管箱材质均 TA2 ,壁厚 4mm ,钛管规格Φ 25 mm × 1.5mm 。壳程为 Q235A ,须经 0.63MPa 水压试验和 0. 11MPa 气密性试验。要求焊缝 100%RT 检测合格,接头σ b 不大于母材...
阅读更多
焊接的主要问题是其对气孔、裂纹和晶间腐蚀的敏感性,可采取的相应措施有: (1) 抗裂措施 ①宜小焊接电流、快速焊,不同直径焊条对应的焊接电流可参见表 10-1 ;②尽量采用直线运...
阅读更多
(1) 工况 该产品用于多级运载火箭,故要求轻质、耐蚀、耐疲劳、力学性能优良(气瓶爆破压力不小于 50MPa ),且无缺陷。选用淬火 + 时效状态 TC4 母材,其σ b 达 1200MPa ,δ 10 ≥ 8% ,...
阅读更多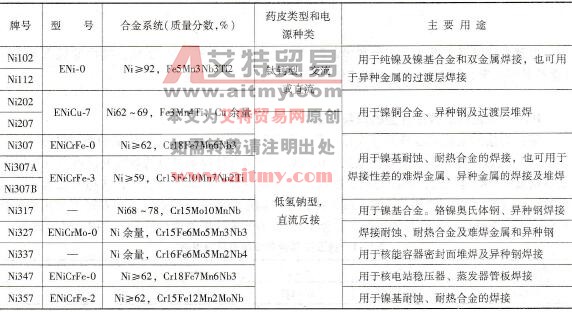
可参照表 10-3 和表 10-4 选用。 表 10-3 国产镍及镍基合金焊条选用参考表 表 10-4 符合美国 AWS 标准的镍及镍基合金焊条选用参考表 注: 1 .美国镍及镍基合金编号:①合金元素含量低者...
阅读更多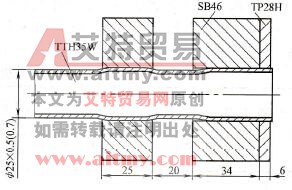
(1) 工况 介质为海水的凝汽器钛管采用工业纯钛 TTH35W ,管板采用钛钢复合板 TP228H+SB46 ,管板系双层结构,两板间距 20mm ,管间介质为软水,水压 0.34MPa 。钛管与双管板连接形式如图...
阅读更多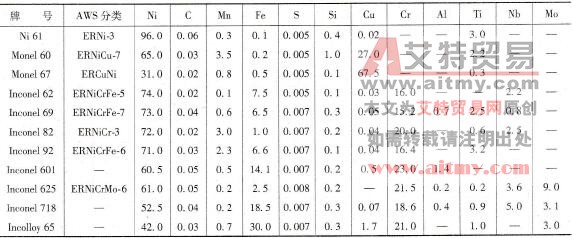
(1) 焊丝 化学成分应与母材相当,为抑制热裂敏感性和补偿焊接过程中的烧损,应适当添加部分合金元素。为抑制气孔敏感性,焊丝中应含 Al 、 Ti 、 Mn 、 Nb 等强脱氧元素。 国标和美国...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




