


镍及镍基合金 MIG 焊典型焊接参数见表 10-11 ,镍基合金短路过渡 MIG 焊焊接参数见表 10-12 ,镍基合金脉冲喷射过渡 MIG 焊焊接参数见表 10-13 。 表 10-11 镍及镍基合金 MIG 焊典型焊接参数...
阅读更多
(1) 工艺特点 真空电子束焊具有焊缝纯净,晶粒细小,接头力学性能优良,焊缝深宽比大, HAZ 宽度窄,焊接变形小,适用于各种壁厚焊接等特点,非常适合于热敏感性大且对保护要求极...
阅读更多
(1) 工况 以电力锅炉水位计元件磁浮的焊接为例。磁浮壳体结构如图 9-16 ,由Φ 50mm × 0.8mm 规格的 TA2 管与两半球形小封头焊成。要求焊缝无缺陷,接头σ b ≥ 500MPa , 70 °弯曲试验无裂纹...
阅读更多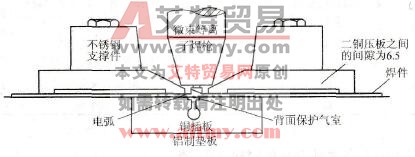
(1) 适用范围 微束型、熔透型和穿透型等离子弧焊均可用于镍及镍基合金的焊接。微束型适用范围为壁厚 0.1~1.0mm 薄板;穿透型焊接厚度在 3~8mm 左右; 1~3mm 板及δ 8mm 板可用熔透型法焊接...
阅读更多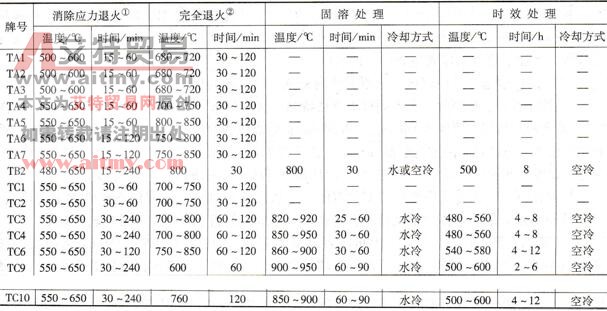
钛及钛合金的焊后热处理手段有退火、时效、淬火 + 时效三类,由钛材的成分、原始状态和使用要求而定。 (1) 退火可消应除应力,稳定组织,改善接头力学性能。热处理工艺参数见表...
阅读更多
(1) 工况 TC4 钛合金球形容器的规格为内径Φ (240~340) mm ,壁厚δ 3mm 。 (2) 焊接工艺 采用穿透型等离子弧焊。开 I 形坡口,不填丝自熔焊,单面焊双面成形。为获得必要余高,接口处须加...
阅读更多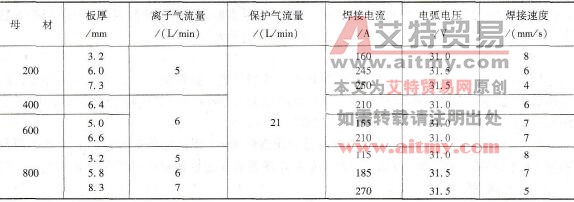
部分镍及镍基合金的 PAW 焊焊接参数例示于表 10-14 和表 10-15 。 表 10-14 穿透型等离子弧焊的典型焊接参数 注:喷嘴孔径Φ 3.5mm ;离子气和保护气配比:φ (Ar)95%+ φ (H2)5% ;背面保护气为...
阅读更多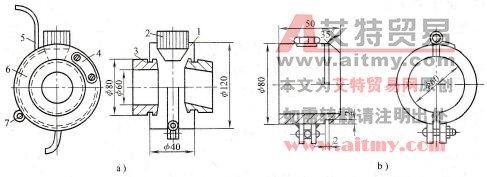
(1) 工况 以年产 30 万吨乙烯工程中的工业纯钛管的 TIG 焊为例。共 13 种规格 ( Φ 33.7mm × 1.5mm~ Φ 508mm × 4.5mm) 钛管须进行全位置焊,且与直管连接的弯管或弯头无直线段,增加了拖罩制作...
阅读更多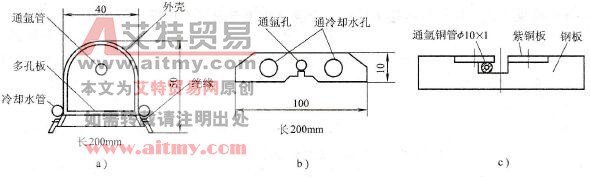
(1) 工况 年产 24 万 t 尿素配套设备中的 CO2 汽提塔运行于高温、高压、腐蚀条件下,塔体以衬 5~10mm TA1 钛钢复合板制作。采用等离子弧焊接衬里比常规 TIG 焊具有更高效率,而且坡口制备...
阅读更多
(1) 适用范围 真空电子束焊适用于镍及各类镍基合金的焊接,尤宜于固溶镍基合金(如 Hastelloy N 、 Hastelloy X 、 Inco nel 600 、 Inco nel 625 等)和沉淀强化镍基合金(如 Inco nel 700 、 Inco ne...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




