

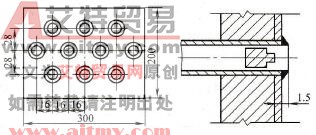
(1) 工况 该管 - 管板焊接接头用于石化行业耐蚀空冷器结构,钛管规格Φ 25 mm × 2.5mm ,管板厚 24mm 。 (2) 焊前准备 准备Φ 25 mm × 2.5mm 钛管与δ 24mm × 300mm × 200mm 管板作为试件,焊前对管端...
阅读更多除遵守 TIG 焊常规工艺外,须特别关注:①弧长:尽量短,以不触及熔池为限,一般取 1.0~1.5mm ;②焊接速度:按板厚选择。以能保证足够熔深、熔宽及焊缝致密性为原则,焊接速度过高...
阅读更多
以 Ti-6Al-4V(TC4) 厚度为 16mm 板、 50mm 板和 Ti-5Al-2.5Sn(TA7) 厚度为 12.7 mm 板对接接头 MIG 焊为例。均采用喷射过渡方式,使用带槽水冷钢垫板多层多道焊,可达到单面焊双面成形效果。电源极...
阅读更多
(1) 工况 用于冷却交换器的螺旋管分 12 、 17 、 28 圈三种,直径均 D 外 20mm ,由Φ 12. 5mm × 1mmTA2 钛合金管绕制后焊接而成。母材和焊丝化学成分见表 9-27 。 表 9-27 母材和焊丝化学成分(...
阅读更多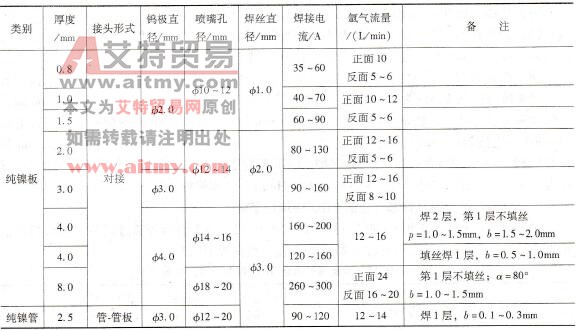
纯镍板及纯镍管的手工 TIG 焊焊接参数见表 10-8 ,厚度为 1.6mm 的 Mo nel 400 自动 TIG 焊焊接参数见表 10-9 。 表 10-8 纯镍板及纯镍管的手工 TIG 焊焊接参数 表 10-9 板厚为 1.6mm Mo nel 400 自动...
阅读更多
(1) 适用范围 无论穿透型、熔透型、微束熔透型和脉冲焊都可应用于钛及钛合金的焊接,可视板厚不同选用。如微束熔透型主用于δ 0. 5mm 薄壁结构,最小壁厚仅 0. 01mm ;熔透型用于薄板...
阅读更多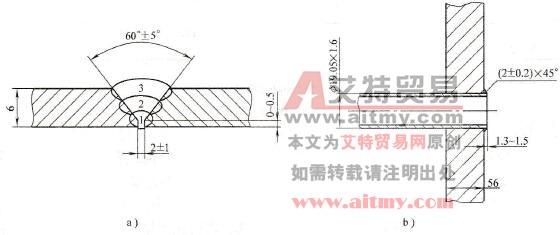
(1) 工况 钛合金的优异耐蚀、高强性能,使换热管的壁厚得以减小,从而可获得良好的传热效果和经济效益。本例钛合金换热器的换热面积 187m2 ,公称直径Φ 900mm ,壳程设计压力 -0.1~...
阅读更多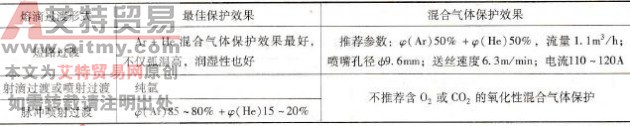
(1) 焊丝选择 与 TIG 焊相同,但表 10-5 和表 10-7 中的部分焊丝系 TIG 焊专用,并不适合于 MIG 焊。一般直径≤Φ 1.2mm 焊丝适用于短路过渡焊,Φ 0.8mm 、Φ 1. 2mm 和Φ 1. 6mm 焊丝可用于喷射过渡...
阅读更多
推荐不同壁厚的焊接参数见表 9-14~ 表 9-18 。 表 9-14 钛合金微束等离子弧焊焊接参数 表 9-15 钛合金穿透型等离子弧焊焊接参数 表 9-16 工业纯钛等离子弧焊焊接参数 ①脉冲焊,脉冲电流...
阅读更多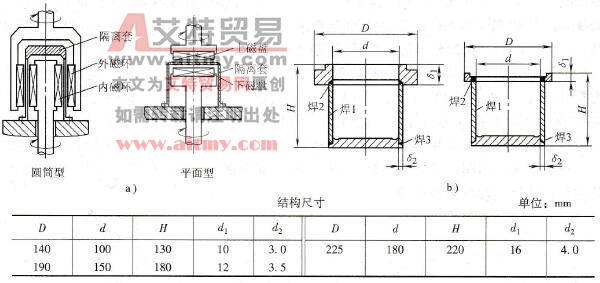
(1) 工况 钛隔离套的工作原理和结构如图 9-13 所示。要求 (0.1 ~ 0.5) MPa × 10min 水压试验不渗漏,焊缝探伤符合 JB 4730-1994 和 HG 20581-1998 标准。 图 9-13 钛隔离套的工作原理和结构 a) 工作原...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




