

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介在许多带材(金属带、布带、纸带)和线材(丝、铜、钢、铝线)、压延机(或张力辊)等生产线中,有各种卷取机和开卷机,为使带(线)材卷得均匀、紧而齐,以及改善产品质量,
在许多带材(金属带、布带、纸带)和线材(丝、铜、钢、铝线)、压延机(或张力辊)等生产线中,有各种卷取机和开卷机,为使带(线)材卷得均匀、紧而齐,以及改善产品质量,均要求在卷取机、开卷机、拉丝机和压延机(或张力辊)之间维持张力恒定,这类机械的特点是属位势类负载,在卷取时,张力矩是阻力矩,异步电动机拖带(线)材建立张力;开卷时,张力拖动电动机和机械移动,电动机转矩方向和转速方向相反。卷取机和开卷机的控制目标是转矩而不是速度,电气传动系统工作于机械特性的下垂段,即软特性区(堵转区)。 当用通用变频器拖动卷取机和开卷机时,若将张力转矩命令直接送给通用变频器,当出现材料断裂的情况时,异步电动机会发生过速运行,是相当危险的,所以不能将张力命令直接输入到通用变频器中。工程上通常用可编程序控制器与之配合工作,用张力测量器将张力实际值读人到可编程序控制器中,由可编程序控制器根据线速度和卷取机电动机的转速进行卷径计算,按照“转矩=张力×卷径”计算转矩命令值,并给出相应的张力转矩和转速命令,再输入到通用变频器中作为运行命令,实现闭环转矩控制。在对通用变频器设定时,一般对于卷取机的速度指令,应设定得比异步电动机速度高;对于开卷机的速度指令,设定得比异步电动机转速低(或设为0),作为各自的速度命令。这样通用变频器将输出上限值以下的转矩,可编程序控制器将给出相当于张力值的转矩值作为系统的转矩限制值。图7-10所示是应用富士通用变频器和可编程序控制器的卷取机和开卷机张力控制系统的示例。 当用通用变频器拖动拉丝机生产线时,由于在同一条拉丝生产线上,有不同品种的拉伸要求,拉模内径随线材不同而不同,要经常变化,所以,工程上通常用可编程序控制器与之配合工作,预先将机械系统的减速比、电动机的速度等数据输入,当拉模内径变更时就不需要再调整,随着卷轴的卷径的变化,将线速度和电动机的速度读入到可编程序控制器中进行卷径计算,按照保持卷轴周速度为定值的原则,给出速度命令。运行中若各拉丝机之间有张力差.会发生断线故障。为了能使张力为定值;可以根据松紧架调整辊的位置进行调整控制,当松紧架调整辊在传感器的某一位置时,再设定拉丝机之间的张力平衡,当张力不平衡时,可编程序控制器测出松紧架位置变动.随即进行速度补偿,使松紧架调整辊恢复到传感器原来位置。可编程序控制器通常应选用内部设置有松紧架调整辊位置调整用的PID调节器的机型,或选用有可选单元卡的机型。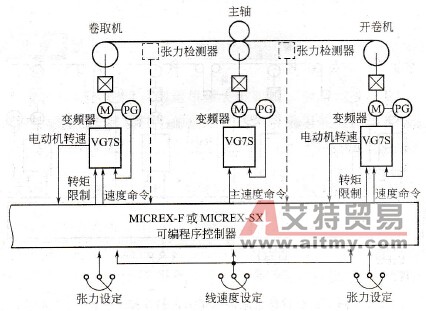 图7-10 卷取机和开卷机张力控制系统示例 在卷取机、开卷机、拉丝机和压延机等生产线上采用通用变频器时,应选用高性能矢量控制或直接转矩控制型通用变频器,有些通用变频器厂商还备有松紧架控制器、同步接口、PG信号切换卡及V/f变换器等选件供需要时选择,如富士公司的MCAT 1-PU松紧架控制器等。图7-11是应用富士变频器和可编程序控制器构造拉丝机生产线张力控制系统的例子。
图7-10 卷取机和开卷机张力控制系统示例 在卷取机、开卷机、拉丝机和压延机等生产线上采用通用变频器时,应选用高性能矢量控制或直接转矩控制型通用变频器,有些通用变频器厂商还备有松紧架控制器、同步接口、PG信号切换卡及V/f变换器等选件供需要时选择,如富士公司的MCAT 1-PU松紧架控制器等。图7-11是应用富士变频器和可编程序控制器构造拉丝机生产线张力控制系统的例子。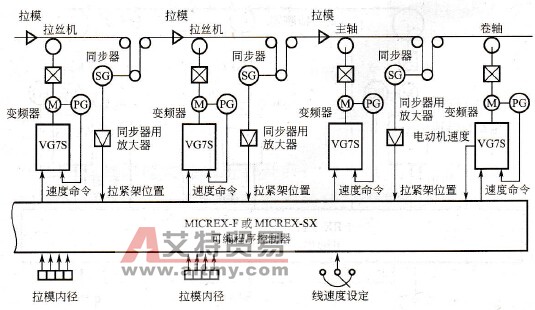 图7-11 拉丝机生产线张力控制系统示意图
图7-11 拉丝机生产线张力控制系统示意图







