

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 龙门刨床简介 ①龙门刨床的基本结构 龙门刨床主要由七部分组成,如图 5-5 所示。其中床身为箱体型零件,其上有 V 形导轨。工作台安放在床身上,工作台下面有斜齿条与传动机构
(1)龙门刨床简介 ①龙门刨床的基本结构 龙门刨床主要由七部分组成,如图5-5所示。其中床身为箱体型零件,其上有V形导轨。工作台安放在床身上,工作台下面有斜齿条与传动机构齿轮相啮合,可作往复运动。横梁用于安装垂直刀架,刨削加工时严禁动作,只在工作台停止运动时才能移动,以调整刀架高度,两个垂直刀架可沿横梁导轨在水平方向,或沿刀架本身的滑板导轨在垂直方向作快速移动或工作进给。左右侧刀架及进给箱可沿立柱导轨上下快速移动或自动进给。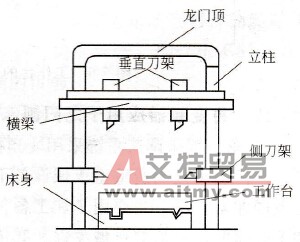 图5-5 龙门刨床的结构 ②龙门刨床的运动特点 工作台的工作流程如图5-6所示。图5-6中表示了龙门刨床工作台工作刨削行程和返回过程的变化。图中,LQ是刨削行程;LH是返回行程;纵坐标表示龙门创床工作台刨削行程和返回行程的变化。0~t1刨床工作台空行程启动;t1~t2刀具慢速切入阶段;t2~t3刀具加速进入正常加工阶段;t3~t4正常加工阶段;t4~t5减速退出工作阶段;t5~t6反接制动到回返阶段;t6~t7返回速度稳定阶段;t7~t9减速返回反接制动阶段,至此完成一个完整的加工过程。VI、VQ、VH分别是刀具慢速切入阶段、刀具正常加工阶段和返回阶段的速度。
图5-5 龙门刨床的结构 ②龙门刨床的运动特点 工作台的工作流程如图5-6所示。图5-6中表示了龙门刨床工作台工作刨削行程和返回过程的变化。图中,LQ是刨削行程;LH是返回行程;纵坐标表示龙门创床工作台刨削行程和返回行程的变化。0~t1刨床工作台空行程启动;t1~t2刀具慢速切入阶段;t2~t3刀具加速进入正常加工阶段;t3~t4正常加工阶段;t4~t5减速退出工作阶段;t5~t6反接制动到回返阶段;t6~t7返回速度稳定阶段;t7~t9减速返回反接制动阶段,至此完成一个完整的加工过程。VI、VQ、VH分别是刀具慢速切入阶段、刀具正常加工阶段和返回阶段的速度。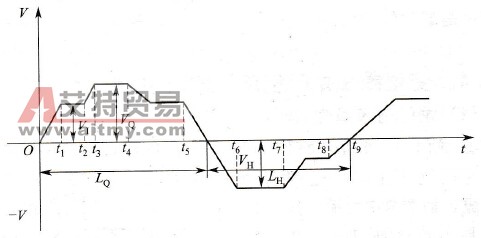 图5-6 工作台的工作流程 (2)将变频器应用于龙门刨床 ①龙门刨床调速系统采用变频技术的必要性 龙门刨床是制造重型机械设备不可缺少的工作母机,它的加工范围非常广泛。主要用来加工各种平面、斜面、槽,特别适宜加工大型的、狭长的机械零件。其传统的调速系统一般采用直流可逆调速系统,操作系统采用继电器接触式。整个控制系统设备庞大,控制复杂,可靠性差,维护困难,影响了加工质量及生产效率,因此很有必要用现代的控制技术对其进行技术改造。 ②变频技术用于龙门刨床的可行性 异步电机降电压调速,绕线转子异步电机转子串电阻调速等交流调速传动的控制已广泛实用化,但在调速范围、稳定性、可靠性和维修性等方面有些不足。随着电子技术的不断发展和进步,伴随着新的控制理论的提出与完善,性能优异的变频调速传动得到飞速的发展。绕线转子异步电机转子串级调速,采用变频器的无换向器电机调速,笼型异步电机的变频调速等依次实用化,完成了以变频调速为主流的交流调速传动的基础。 现代矢量技术的应用,使交流调速传动也具备直流调速的高性能。直流电机的换向器是它的主要薄弱环节。它使直流电机的单机容量、过载能力、最高电压和最高转速等重要技术指标受到限制,也给直流电机的制造和维修带来了不少麻烦,这些限制了直流电机的应用。 交流变频调速传动中的笼型异步电机结构简单、坚固耐用、运行可靠、维修方便、传动惯动量小、动态性能好,其单击容量、电压等级和最高转速等技术指标,均优于直流电机。当前,高性能的交流变频调速系统已完全可以和直流调速系统相媲美,而且可以在直流电机无法应用的场合使用。 近年来,交流变频调速传动的发展日新月异,它优异的调速性能已能取代传统的直流调速系统。伴随着电子元器件的发展和集成电路的出现,变频器的价格大幅度降低,性价比不断上升,也给它的应用提供了日益广阔的市场。 变频技术用于龙门刨床的优点如下。 a.简化控制线路:变频器的使用极为方便,可通过其外围的少数几个端子进行全范围的控制。变频器内部有完善的保护措施,无需在其外围线路中设计各种保护电路。由于变频器的正反向运行是通过控制端子来改变逆变器的输出相位来实现,因此,可以比原直流调速系统少两个大型直流接触器。 b.可以采用标准异步电机:采用笼型异步电机可以发挥它结构简单、坚固耐用、运行可靠、维修方便、价格低廉的优势,避免直流电机定期更换、维护电刷和换向器的问题。 c.调试方便:变频器的各种运行参数调试通过智能化键盘和显示器来完成,设置方便、更改灵活、调试时间短。传统的直流调速系统调试涉及到触发脉冲相位调整,转速负反馈调试等多项参数的综合统调,调试难度大、时间长,且不易达到最优控制。 ③变频器的选择 变频器的正确选择对于机械设备电控系统的正常运行是至关重要的。选择变频器,首先要按照机械设备的类型、负载转距特性、调速范围、静态速度精度、启动转距的要求,然后决定选用何种控制方式的变频器最合适。这里的合适是指在满足机械设备的实际工艺生产要求和使用场合的前提下,实现变频器应用的最佳性价比。机械设备的负载转距特性通常分为三大类型:恒转距负载、恒功率负载和流体类负载。恒转距负载是指负载转距TL与转速n无关,任何转速下总保持恒定或基本恒定,负载功率则随着负责功率的增高而线性增加。转送带、搅拌机和机械设备的进给机构等摩擦类负载以及起重机、提升机、电梯等重力负载都属于恒转距负载。 ④龙门刨床的变频调速改造举例 把主拖动直流电动机改为三相交流电动机,原来的横梁、刀架、油泵电机不变。选用S7-200系列PLC和JP6C-T9系列通用变频器来改造龙门刨床。 a.系统原理如图5-7所示。变频器设置为外部控制方式,工作台的运动速度由接在变频器的13、12、11外接端子上的频率调节器来调节。工作台的前进和后退分别由变频器的FWD和REV端子来控制。在FWD-COM之间接通,电动机正转运转,断开后减速停止;REV-COM之间接通,电动机反转运转,断开后减速停止;RST为变频器复位端子。
图5-6 工作台的工作流程 (2)将变频器应用于龙门刨床 ①龙门刨床调速系统采用变频技术的必要性 龙门刨床是制造重型机械设备不可缺少的工作母机,它的加工范围非常广泛。主要用来加工各种平面、斜面、槽,特别适宜加工大型的、狭长的机械零件。其传统的调速系统一般采用直流可逆调速系统,操作系统采用继电器接触式。整个控制系统设备庞大,控制复杂,可靠性差,维护困难,影响了加工质量及生产效率,因此很有必要用现代的控制技术对其进行技术改造。 ②变频技术用于龙门刨床的可行性 异步电机降电压调速,绕线转子异步电机转子串电阻调速等交流调速传动的控制已广泛实用化,但在调速范围、稳定性、可靠性和维修性等方面有些不足。随着电子技术的不断发展和进步,伴随着新的控制理论的提出与完善,性能优异的变频调速传动得到飞速的发展。绕线转子异步电机转子串级调速,采用变频器的无换向器电机调速,笼型异步电机的变频调速等依次实用化,完成了以变频调速为主流的交流调速传动的基础。 现代矢量技术的应用,使交流调速传动也具备直流调速的高性能。直流电机的换向器是它的主要薄弱环节。它使直流电机的单机容量、过载能力、最高电压和最高转速等重要技术指标受到限制,也给直流电机的制造和维修带来了不少麻烦,这些限制了直流电机的应用。 交流变频调速传动中的笼型异步电机结构简单、坚固耐用、运行可靠、维修方便、传动惯动量小、动态性能好,其单击容量、电压等级和最高转速等技术指标,均优于直流电机。当前,高性能的交流变频调速系统已完全可以和直流调速系统相媲美,而且可以在直流电机无法应用的场合使用。 近年来,交流变频调速传动的发展日新月异,它优异的调速性能已能取代传统的直流调速系统。伴随着电子元器件的发展和集成电路的出现,变频器的价格大幅度降低,性价比不断上升,也给它的应用提供了日益广阔的市场。 变频技术用于龙门刨床的优点如下。 a.简化控制线路:变频器的使用极为方便,可通过其外围的少数几个端子进行全范围的控制。变频器内部有完善的保护措施,无需在其外围线路中设计各种保护电路。由于变频器的正反向运行是通过控制端子来改变逆变器的输出相位来实现,因此,可以比原直流调速系统少两个大型直流接触器。 b.可以采用标准异步电机:采用笼型异步电机可以发挥它结构简单、坚固耐用、运行可靠、维修方便、价格低廉的优势,避免直流电机定期更换、维护电刷和换向器的问题。 c.调试方便:变频器的各种运行参数调试通过智能化键盘和显示器来完成,设置方便、更改灵活、调试时间短。传统的直流调速系统调试涉及到触发脉冲相位调整,转速负反馈调试等多项参数的综合统调,调试难度大、时间长,且不易达到最优控制。 ③变频器的选择 变频器的正确选择对于机械设备电控系统的正常运行是至关重要的。选择变频器,首先要按照机械设备的类型、负载转距特性、调速范围、静态速度精度、启动转距的要求,然后决定选用何种控制方式的变频器最合适。这里的合适是指在满足机械设备的实际工艺生产要求和使用场合的前提下,实现变频器应用的最佳性价比。机械设备的负载转距特性通常分为三大类型:恒转距负载、恒功率负载和流体类负载。恒转距负载是指负载转距TL与转速n无关,任何转速下总保持恒定或基本恒定,负载功率则随着负责功率的增高而线性增加。转送带、搅拌机和机械设备的进给机构等摩擦类负载以及起重机、提升机、电梯等重力负载都属于恒转距负载。 ④龙门刨床的变频调速改造举例 把主拖动直流电动机改为三相交流电动机,原来的横梁、刀架、油泵电机不变。选用S7-200系列PLC和JP6C-T9系列通用变频器来改造龙门刨床。 a.系统原理如图5-7所示。变频器设置为外部控制方式,工作台的运动速度由接在变频器的13、12、11外接端子上的频率调节器来调节。工作台的前进和后退分别由变频器的FWD和REV端子来控制。在FWD-COM之间接通,电动机正转运转,断开后减速停止;REV-COM之间接通,电动机反转运转,断开后减速停止;RST为变频器复位端子。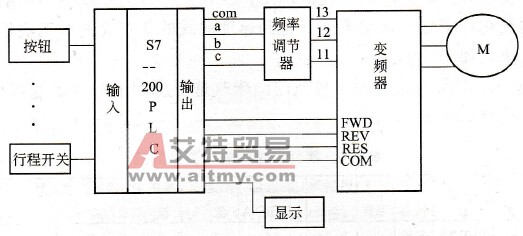 图5-7 变频器PLC调速系统原理图 b.频率调节器 其内部电路如图5-8所示,13、12、11端子的电位不同,变频器的输出频率也不同,即电机的转速也不同。调节RP1、RP2、RP3、RP4即调节工作台的四种速度v1、v2、v3、v4,频率调节器a、b、c、d端与COM(COM与13端相连)端的通断是通过PLC的输出端来控制的,在同一时刻里a-COM、b-COM、c-COM、d-COM中只有一组接通。
图5-7 变频器PLC调速系统原理图 b.频率调节器 其内部电路如图5-8所示,13、12、11端子的电位不同,变频器的输出频率也不同,即电机的转速也不同。调节RP1、RP2、RP3、RP4即调节工作台的四种速度v1、v2、v3、v4,频率调节器a、b、c、d端与COM(COM与13端相连)端的通断是通过PLC的输出端来控制的,在同一时刻里a-COM、b-COM、c-COM、d-COM中只有一组接通。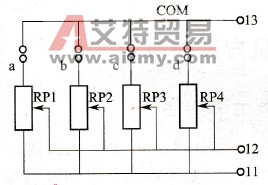 图5-8 频率调节器结构图
图5-8 频率调节器结构图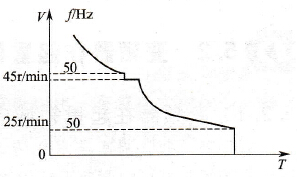 图5-9 变频调速系统的机械特性 c.变频调速系统的优越性 采用交流变频调速系统,可以通过灵活的预置恒转矩与恒功率调速的转换点,使调速系统的特性更好地满足龙门刨床主拖动负载的调速特性要求,进而降低主拖动电动机的设计功率。调速范围可以达到40:1,静差度小于3%,更换不同的工作组件就可使刨床一机多用。为提高加工精度,工作台的速度不随切削量的变化而变化,自动调速,达到速度曲线的要求提高加工质量与效率,如图5-9。 d.对某公司的同型号龙门刨床改造后应用情况及效益对比。运行结果如表5-4所示。 表5-4 某公司龙门刨床测试数据
图5-9 变频调速系统的机械特性 c.变频调速系统的优越性 采用交流变频调速系统,可以通过灵活的预置恒转矩与恒功率调速的转换点,使调速系统的特性更好地满足龙门刨床主拖动负载的调速特性要求,进而降低主拖动电动机的设计功率。调速范围可以达到40:1,静差度小于3%,更换不同的工作组件就可使刨床一机多用。为提高加工精度,工作台的速度不随切削量的变化而变化,自动调速,达到速度曲线的要求提高加工质量与效率,如图5-9。 d.对某公司的同型号龙门刨床改造后应用情况及效益对比。运行结果如表5-4所示。 表5-4 某公司龙门刨床测试数据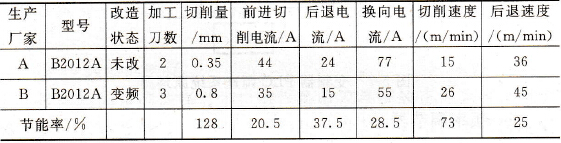 改造后的优点: a.设备冲击减少,提高设备寿命; b.节约资源; c.设备体积减少70%; d.维修量减少; e.设备效率提高。
改造后的优点: a.设备冲击减少,提高设备寿命; b.节约资源; c.设备体积减少70%; d.维修量减少; e.设备效率提高。







