

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 简介 彩板技术首创于 1927 年的美国,并于 1936 年建成世界上第一条涂层钢板生产线。目前全世界已有 470 多条彩色涂层生产线,生产能力超过 1400 万吨以上。我国彩涂板的生产起步比
(1)简介 彩板技术首创于1927年的美国,并于1936年建成世界上第一条涂层钢板生产线。目前全世界已有470多条彩色涂层生产线,生产能力超过1400万吨以上。我国彩涂板的生产起步比较晚,从“七·五”开始研究彩板,相继从彩涂板生产技术先进的国家(如美国、英国、日本等)引进彩涂板生产线,到目前为止,我国已有超过30家企业已建或在建彩涂生产线。彩涂板的需求量也越来越大,高档次彩涂板在我国的潜在市场十分巨大。 在传动系统的选择上,彩板生产线的调速拖动系统以前常采用直流调速拖动系统。但直流电机由于本身结构上存在机械换向器,电刷使其存在结构复杂,成本高,维护困难,高容量、高速、高电压的直流电机难以制造且在易然易爆易腐蚀等恶劣环境不适用等缺点,而交流电动机特别是笼型电动机不存在上述缺点,尤其随科学技术的发展,交流调速拖动系统的调速性能完全可与直流调速系统相媲美,因此彩板生产线上用高性能的交流拖动系统替代直流拖动系统己成为今后发展的趋势。当今彩涂板生产线拖动控制系统的发展正是体现了电气传动技术发展的特点:传动调速系统交流化,控制系统数字化,控制策略智能化,控制系统结构多级分层化,智能设备单元通信控制网络化。 (2)彩涂钢板生产线的工艺流程 彩涂钢板生产线的工艺流程如图5-25所示。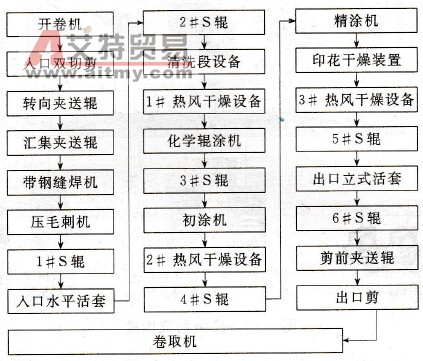 图5-25 工艺流程 涂线的钢卷经过送卷小车把钢卷送人入口段,在此完成带钢的开卷、剪切、缝合、去毛刺及带钢的活套存储。随后带钢进入清洗段,期间为带钢提供良好的表面清洁度,再为带钢均匀地涂上一层极薄的水基化学剂涂层,这是提高涂层附着性的关键环节之一。经过清洗段后的带钢先涂上一层附着性良好的底漆,在热风干燥后再涂上一层耐候性良好的面漆,再经热风干燥后即可得到表面美观、质量均匀的彩色涂层带钢。出了工艺段便进入出口段,在此再次完成带钢的活套存储,并检查带钢的表面质量,剪切,卷取,打捆入库。 (3)彩涂钢板生产线控制系统构成 彩涂钢板生产线控制系统构成如图5 26所示。 自动化控制系统选用西门子公司S7-400PLC系列的1台CPU412-2DP为PLC系统主站,以生产线内所有的交流装置和操作台内远程终端ET200M为从站,构成通用的1级PROFIBUS-DP网,完成对生产线的实时控制任务。PLC系统总线电源采用UPS供电方案。采用工业以太网及PROFIBUS现场总线技术将监控设备连接起来,构成了一个稳定、易于扩充的硬件环境。
图5-25 工艺流程 涂线的钢卷经过送卷小车把钢卷送人入口段,在此完成带钢的开卷、剪切、缝合、去毛刺及带钢的活套存储。随后带钢进入清洗段,期间为带钢提供良好的表面清洁度,再为带钢均匀地涂上一层极薄的水基化学剂涂层,这是提高涂层附着性的关键环节之一。经过清洗段后的带钢先涂上一层附着性良好的底漆,在热风干燥后再涂上一层耐候性良好的面漆,再经热风干燥后即可得到表面美观、质量均匀的彩色涂层带钢。出了工艺段便进入出口段,在此再次完成带钢的活套存储,并检查带钢的表面质量,剪切,卷取,打捆入库。 (3)彩涂钢板生产线控制系统构成 彩涂钢板生产线控制系统构成如图5 26所示。 自动化控制系统选用西门子公司S7-400PLC系列的1台CPU412-2DP为PLC系统主站,以生产线内所有的交流装置和操作台内远程终端ET200M为从站,构成通用的1级PROFIBUS-DP网,完成对生产线的实时控制任务。PLC系统总线电源采用UPS供电方案。采用工业以太网及PROFIBUS现场总线技术将监控设备连接起来,构成了一个稳定、易于扩充的硬件环境。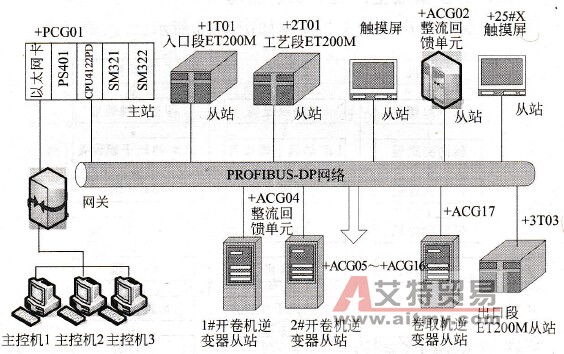 图5-26 控制系统构成 电控室设工控机l台(可完成编程和监控),入口和出口操作台各设工控机1台,与S7-400PLC主站构成2级工业以太网,实现人机对话功能,并通过工控机多幅画面,完成对生产线工艺参数设定和全线工况监控,涂机操作箱配西门子触摸屏2台。3台工控机之间采用工业以太网连接,形成一个系统数据共享的统一解决方案。 西门子S7-400PLC为主设备,它有总线访问的权限,并可以读取或改写从设备变频器、ET200M远程IO的状态,从而达到控制和监视设备运行状态之目的。自动化系统编程采用STEP7软件,画面组态采用WINCC软件,运用图形化的方式提供强大的控制功能,具有统一的操作、运行界面,同时便于系统的再开发与维护。 ①为了降低电缆成本,使系统具有灵活的可扩展性,采用ET200M远程IO,并在设备旁就近安装。现场的接近开关、行程开关、电磁阀等开关量直接进入远程IO控制箱,模拟信号也通过本地的AD模板转换成数字量,通过现场总线电缆传递至主PLC。 入口和出口操作台内均配置远程终端ET200M,并与S7-400PLC主站相连,台内控制信号就近接入相应的ET200M输入输出模板。 ②系统根据工艺要求能实现正爬、反爬、张力控制、张力显示、活套套量显示、速度闭环控制、交流工频电机控制、现场逻辑联锁和全线自动化控制。 ③为了提高控制精度,测速装置选用测速码盘。 ④系统张力控制精度为±2%,码盘反馈时速度调节精度为±0. 5%。 (4)固化炉的控制 固化炉是生产线上不可缺少的重要设备,是对涂装液体涂料的板带进行强制烘干的。固化炉的控制包含炉温控制和带钢传动控制两个部分。 ④炉温控制 固化炉炉温控制影响漆层的烘烤固化效果,由于整个彩涂生产线存在速度匹配的限制,带钢通过固化炉时的速度变化不应很大,因此炉温过高会导致漆层过于干燥容易脱落,炉温过低则可导致漆层固化不完全。采用PLC对热风式加热固化、钢温度的测量及涂层烘烤后的冷却等温度控制系统进行控制,可以达到很好的效果。 ②固化炉带钢传动控制 带钢传动控制除了要满足生产线的速度匹配限制之外,还需要实现张力控制功能。张力控制主要是防止带钢在经过固化炉的时候由于张力过大而在热效应下产生拉伸变形,从而影响成品的质量。 解决方案是:通常,张力控制可以通过速差调节来实现,即通过调节固化炉的人口速度和出口速度之间的差值来控制带钢悬‘空时所受的张力。由于带钢自身具有重力效应,并且在固化炉入口驱动辊和出口驱动辊之间由于没有支撑,因而若要使钢带在运动过程中不会受到过多的拉伸力以致变形,必须使其产生一定程度的悬垂,并且在整个设备运行过程中必须保证悬垂度处于适当的波动范围中。速差调节的实质是一种张力的PID控制方式,它需要依靠额外的张力传感器反馈作为速度调节的依据。虽然这种控制方式相对简单,然而在系统启动/停止或者加速/减速过程中无法达到稳定的张力控制的效果,从而会影响到产品的质量。 为了达到更精确的转矩控制,保证产品质量的稳定性,需要采用更为先进的控制方式。ABB公司研究出了一种以定子磁通和转矩为主要控制变量的新型控制技术-TC控制技术,这种技术可以在无需编码器和测速机反馈的情况下提供精确的速度和转矩控制能力。随后ABB公司推出了基于这一术的新一代高性能、低成本的低压交流调速产品ACS800,这种变频器融合了DTC控制技术与模糊控制技术,其控制性能大大优于传统的矢量控制技术。 与传统的矢量控制变频器相比,ACS800能够使电机在零速时获得额定转矩,而矢量控制变频器则只能在接近零速时实现满力矩输出。并且,由DTC所提供的精确的转矩控制功能使得ACS800能够提供高达200%的可控且平稳的最大启动转矩,同时ACS800的自动启动功能还能够实现电机的快速启动,其启动时间仅需0. 5s左右,远小于传统矢量控制变频器的飞升启动和积分启动时间(约2. 2s)。与此同时,ACS800在速度和转矩的精度控制性能方面也要优于传统的矢量控制变频器。传统的矢量控制变频器在开环应用时的动态转速误差约为0.8%,闭环应用时约为0. 3%,而ACS800变频器在开环应用时可使动态转速误差减少到0. 3%,闭环应用时更是达到0.1%。由于ACS800的动态转矩阶跃响应时间在开环应用时仅需要1~5ms,而矢量控制变频器在闭环时需要10~20ms,开环时为100~200ms,因此,ACS800能够实现更为精确的转矩控制。 (5)系统构成 在上述的固化炉传动机构中,可以使用ACS800来驱动固化炉的入口驱动辊和出口驱动辊。如图5-27表示固化炉控制系统的控制框图。 如图所示,整个系统由工业控制计算机、PLC、现场操作面板、变频器及温度控制系统等组成,采用了三级网络结构的形式。工控机通过MPI网络与PLC进行数据交换,从而实现对系统工作状态的监控,采集存储并统计所需的运行数据,管理现场设备,诊断故障及控制生产流程等功能。PLC和操作面板通过PROFIBUS-DP网与变频器和温度控制系统连接,采集和控制温度点及传动点的状态并作出相应的控制。出口张力辊变频器和入口张力辊变频器之间通过ACS800所具有的主从控制模式进行连接,能够更好地实现出口和入口张力辊之间的速度和转矩匹配,并且可以减少PROFIBUS-DP网上传输的数据量,提高PROFI-BUS-DP网的数据处理能力。
图5-26 控制系统构成 电控室设工控机l台(可完成编程和监控),入口和出口操作台各设工控机1台,与S7-400PLC主站构成2级工业以太网,实现人机对话功能,并通过工控机多幅画面,完成对生产线工艺参数设定和全线工况监控,涂机操作箱配西门子触摸屏2台。3台工控机之间采用工业以太网连接,形成一个系统数据共享的统一解决方案。 西门子S7-400PLC为主设备,它有总线访问的权限,并可以读取或改写从设备变频器、ET200M远程IO的状态,从而达到控制和监视设备运行状态之目的。自动化系统编程采用STEP7软件,画面组态采用WINCC软件,运用图形化的方式提供强大的控制功能,具有统一的操作、运行界面,同时便于系统的再开发与维护。 ①为了降低电缆成本,使系统具有灵活的可扩展性,采用ET200M远程IO,并在设备旁就近安装。现场的接近开关、行程开关、电磁阀等开关量直接进入远程IO控制箱,模拟信号也通过本地的AD模板转换成数字量,通过现场总线电缆传递至主PLC。 入口和出口操作台内均配置远程终端ET200M,并与S7-400PLC主站相连,台内控制信号就近接入相应的ET200M输入输出模板。 ②系统根据工艺要求能实现正爬、反爬、张力控制、张力显示、活套套量显示、速度闭环控制、交流工频电机控制、现场逻辑联锁和全线自动化控制。 ③为了提高控制精度,测速装置选用测速码盘。 ④系统张力控制精度为±2%,码盘反馈时速度调节精度为±0. 5%。 (4)固化炉的控制 固化炉是生产线上不可缺少的重要设备,是对涂装液体涂料的板带进行强制烘干的。固化炉的控制包含炉温控制和带钢传动控制两个部分。 ④炉温控制 固化炉炉温控制影响漆层的烘烤固化效果,由于整个彩涂生产线存在速度匹配的限制,带钢通过固化炉时的速度变化不应很大,因此炉温过高会导致漆层过于干燥容易脱落,炉温过低则可导致漆层固化不完全。采用PLC对热风式加热固化、钢温度的测量及涂层烘烤后的冷却等温度控制系统进行控制,可以达到很好的效果。 ②固化炉带钢传动控制 带钢传动控制除了要满足生产线的速度匹配限制之外,还需要实现张力控制功能。张力控制主要是防止带钢在经过固化炉的时候由于张力过大而在热效应下产生拉伸变形,从而影响成品的质量。 解决方案是:通常,张力控制可以通过速差调节来实现,即通过调节固化炉的人口速度和出口速度之间的差值来控制带钢悬‘空时所受的张力。由于带钢自身具有重力效应,并且在固化炉入口驱动辊和出口驱动辊之间由于没有支撑,因而若要使钢带在运动过程中不会受到过多的拉伸力以致变形,必须使其产生一定程度的悬垂,并且在整个设备运行过程中必须保证悬垂度处于适当的波动范围中。速差调节的实质是一种张力的PID控制方式,它需要依靠额外的张力传感器反馈作为速度调节的依据。虽然这种控制方式相对简单,然而在系统启动/停止或者加速/减速过程中无法达到稳定的张力控制的效果,从而会影响到产品的质量。 为了达到更精确的转矩控制,保证产品质量的稳定性,需要采用更为先进的控制方式。ABB公司研究出了一种以定子磁通和转矩为主要控制变量的新型控制技术-TC控制技术,这种技术可以在无需编码器和测速机反馈的情况下提供精确的速度和转矩控制能力。随后ABB公司推出了基于这一术的新一代高性能、低成本的低压交流调速产品ACS800,这种变频器融合了DTC控制技术与模糊控制技术,其控制性能大大优于传统的矢量控制技术。 与传统的矢量控制变频器相比,ACS800能够使电机在零速时获得额定转矩,而矢量控制变频器则只能在接近零速时实现满力矩输出。并且,由DTC所提供的精确的转矩控制功能使得ACS800能够提供高达200%的可控且平稳的最大启动转矩,同时ACS800的自动启动功能还能够实现电机的快速启动,其启动时间仅需0. 5s左右,远小于传统矢量控制变频器的飞升启动和积分启动时间(约2. 2s)。与此同时,ACS800在速度和转矩的精度控制性能方面也要优于传统的矢量控制变频器。传统的矢量控制变频器在开环应用时的动态转速误差约为0.8%,闭环应用时约为0. 3%,而ACS800变频器在开环应用时可使动态转速误差减少到0. 3%,闭环应用时更是达到0.1%。由于ACS800的动态转矩阶跃响应时间在开环应用时仅需要1~5ms,而矢量控制变频器在闭环时需要10~20ms,开环时为100~200ms,因此,ACS800能够实现更为精确的转矩控制。 (5)系统构成 在上述的固化炉传动机构中,可以使用ACS800来驱动固化炉的入口驱动辊和出口驱动辊。如图5-27表示固化炉控制系统的控制框图。 如图所示,整个系统由工业控制计算机、PLC、现场操作面板、变频器及温度控制系统等组成,采用了三级网络结构的形式。工控机通过MPI网络与PLC进行数据交换,从而实现对系统工作状态的监控,采集存储并统计所需的运行数据,管理现场设备,诊断故障及控制生产流程等功能。PLC和操作面板通过PROFIBUS-DP网与变频器和温度控制系统连接,采集和控制温度点及传动点的状态并作出相应的控制。出口张力辊变频器和入口张力辊变频器之间通过ACS800所具有的主从控制模式进行连接,能够更好地实现出口和入口张力辊之间的速度和转矩匹配,并且可以减少PROFIBUS-DP网上传输的数据量,提高PROFI-BUS-DP网的数据处理能力。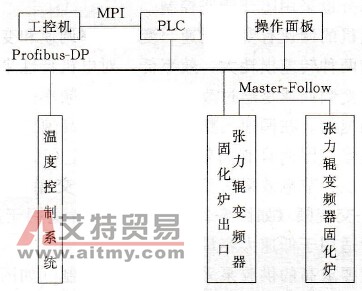 图5-27 固化炉控制系统控制框图 (6)小结 由于ACS800变频器具有比传统矢量控制变频器更为完美的控制性能,因此能够极大地提高彩色涂层钢板生产线的产品质量,从而不仅能够增强国内彩涂钢板产品的竞争能力,同时还能够扩展产品的应用领域。
图5-27 固化炉控制系统控制框图 (6)小结 由于ACS800变频器具有比传统矢量控制变频器更为完美的控制性能,因此能够极大地提高彩色涂层钢板生产线的产品质量,从而不仅能够增强国内彩涂钢板产品的竞争能力,同时还能够扩展产品的应用领域。







