![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介张力控制的目的就是保持生产线上的张力恒定,就是要能控制电机输出多大的力度,即输出多少牛顿或公斤。彩涂线张力控制通常有两种途径:一是控制电机的转矩;二是控制电机的转
张力控制的目的就是保持生产线上的张力恒定,就是要能控制电机输出多大的力度,即输出多少牛顿或公斤。彩涂线张力控制通常有两种途径:一是控制电机的转矩;二是控制电机的转速。对应这两个控制途径,利用矢量控制变频器可以得出以下几种张力的控制模式。
A 闭环转速控制模式
闭环是指需要张力(位置)检测反馈信号构成闭环调节,速度控制模式是指变频器根据反馈信号调节频率而达到控制目的。
转速模式下的张力闭环控制是通过调节电机转速达到张力恒定的。首先由钢带的线速度和卷筒的卷径实时计算出同步匹配频率指令,然后通过张力检测装置反馈的张力信号与张力设定值构成PID闭环,调整变频器的频率指令。
同步匹配频率指令的公式如下:
F= (V×p×i)/(π×D)
式中F-变频器同步匹配频率指令;
V一材料线速度;
p-电机极对数(变频器根据电机参数自动获得);
i-机械传动比;
D-卷筒的卷径。
变频器的品牌不同、设计者的用法不同,获得以上各变量的途径也不同,特别是钢带的线速度(V)和卷筒的卷径(D),计算方法多种多样。
这种控制模式下要求变频器的PID调节性能要好,同步匹配频率指令要准确,这样系统更容易稳定,否则系统就会震荡、不稳定。
B 开环转矩控制模式
在这种模式下,无需张力检测反馈装置,就可以获得更为稳定的张力控制效果,结构简洁,效果较好。但变频器需工作在闭环矢量控制方式,必须安装测速电机或编码器,以便对电机的转速做精确测量反馈。
转矩的计算公式如下:
T= (F×D)/(2×i)
式中T-变频器输出转矩指令;
F-张力设定指令;
i-机械传动比;
D-卷筒的卷径。
电机的转矩被计算出来后,用来控制变频器的电流环,这样就可以控制电机的输出转矩。所以转矩计算非常重要。这种控制多用在对张力精度要求不高的场合。
C 闭环转矩控制模式
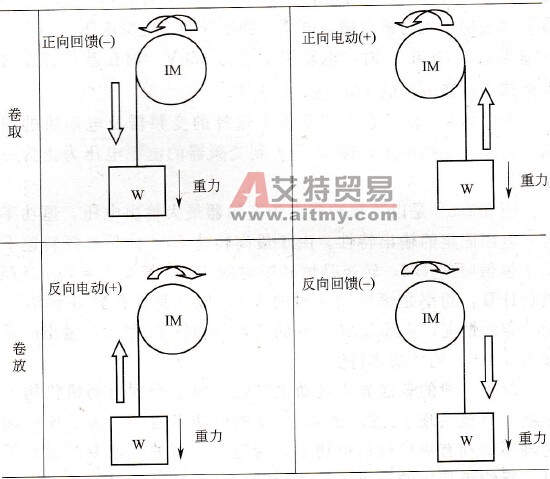
张力闭环转矩控制是在张力开环控制的基础上增加了张力反馈闭环调节。通过张力检测装置反馈张力信号与张力设定值构成PID闭环调节,调整变频器输出转矩指令,这样可以获得更高的张力控制精度。其张力计算与开环控制相同。不论采用张力开环模式还是闭环模式,在系统加、减速的过程中,需要提供额外的转矩用于克服整个系统的转动惯量。如果不加补偿,将出现收卷过程加速时张力偏小,减速时张力偏大,放卷过程加速时张力偏大,减速时张力偏小的现象。
在所有的模式中都需要用到卷筒的卷径,大家知道,在生产过程中开卷机的卷径是在不断变小,卷取机的卷径在不断变大,也就是说转矩必须随着卷径的变化而变化,才能获得稳定的张力控制。可见卷筒的卷径计算是多么的重要。卷径的计算有两种途径:一种是通过外部将计算好的卷径直接传送给变频器,一般是在PLC中运算获得。另一种是变频器自己运算获得,矢量控制型变频器都具有卷径计算功能,在大多数的应用中都是通过变频器自己运算获得。这样可以减少PLC程序的复杂性和调试难度、降低成本。
变频器自己计算卷径的方法有三种:
(1)速度计算法:通过系统当前线速度和变频器输出频率计算卷径。
其公式如下:
D=(i×v)/(π×n)
式中D-所求卷径;
i-机械传动比;
n-电机转速;
v-线速度。
当系统运行速度较低时,材料线速度和变频器输出频率都较低,较小的检测误差就会使卷径计算产生较大的误差,所以要设定一个最低线速度,当材料线速度低于此值时卷径计算停止,卷径当前值保持不变。此值应设为正常工作线速度以下。多数应用场合下的变频器都使用这种方法进行卷径计算。
(2)厚度积分法:根据材料厚度按卷筒旋转圈数进行卷径累加或递减,对于线材还需设定每层的圈数。
这种方法计算要求输入材料厚度,若厚度是固定不变的,可以在变频器中设定。此方法在单一产品的生产场合被广泛应用。
若厚度是需要经常变化的,需要通过人机界面HMI或智能仪表将厚度信号传送到PLC,由PLC或仪表进行运算后再传送给变频器。这种计算方法可以获得比较精确的卷径。在一般的国产设备上应用较少,我公司的进口设备,气垫炉的收、放卷控制上就采用这种计算方式。
(3)模拟量输入:当选用外部卷径传感器时,卷径信号通过模拟输入口输入给变频器。由于卷径传感器的性能、价格、使用环境等原因,在国内鲜有使用。