

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 铸造起重机控制系统简介 钢厂铸造起重机使用环境恶劣,工作级别高,就其副起升、大小车运行变频调速的实施,除考虑严格密封防止金属粉尘和耐高温的条件外,基本和其他行业
(1)铸造起重机控制系统简介 钢厂铸造起重机使用环境恶劣,工作级别高,就其副起升、大小车运行变频调速的实施,除考虑严格密封防止金属粉尘和耐高温的条件外,基本和其他行业起重机的变频调速系统在电控上无明显区别。但铸造起重机的主起升机构从环境恶劣、工作级别高、安全系数高等因素考虑,都具有一定的特殊性,其往往采用双电动机、双传动机构刚性联接的机械结构。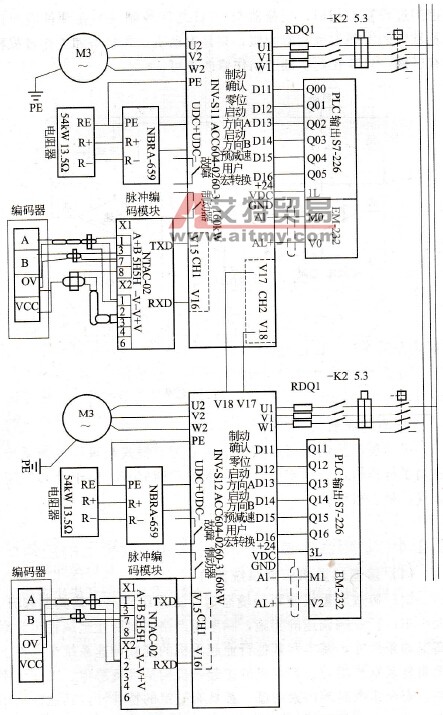 图5-17 主起升机构变频调速原理图 当正常运行时2台电动机必须严格同步运行以防止机械结构的损坏。当其中任一台电动机发生故障时,另一台电动机必须能单独完成起升和下降的工作要求,释放吊钩上的钢包,以防止生产安全事故的发生。 (2)铸造起重机的主起升机构变频调速系统工作原理 主起升机构变频调速电气原理如图5-17所示。 该系统采用ABB公司的ACC604-0260-316kW变频器2台,分别控制2台变频电动机。每台变频器配备西门子公司S7-226PLC可编程控制器各1台,其中变频器的D11为电动机制动器抱闸打开信号确认,D12为起升机构主令零位,D13、D14分别为电动机运行方向,D16为变频器工作模式:双电动机主从应用宏和单电动机起重机应用宏转换控制端口。每台变频器由CH1口通道的V15、V16连接NTAC - 02脉冲编码器模块,通过双绞双屏蔽电缆接受编码器反馈信号(德国P+F公司10-155 31LV-10 24),实施DTC闭环控制。 从硬件角度讲,和普通变频调速系统比较,主要区别在于2台变频器通过CH2口通道的V17、V18进行光纤通信的主从控制模式和通过改变端口DI6电平实现双电机主从控制和单电机起重机控制的转换。 当起重机正常运行时,采用主从控制应用宏。主变频器接受西门子S7-226可编程控器的扩展模块EM232输出的0~10V模拟量给定信号进行电动机速度控制.并通过光纤通信,使从变频器实施力矩控制,以确保2台电动机严格的同步运行。 当任一台电动机(不管主机或从机)发生故障时只要切换驾驶室联动台上的控制开关,改变D16端口的高低电平状态,其中1台完好的电动机所对应的变频器就接受S7-226可编控器的模拟量给定信号,对该电动机实施速度控制。以确保起重机能迅速排除因主起升1台电动机损坏而无法继续工作的故障。应注意每台变频器均可单独控制制动器开闸和抱闸,由于是双电动机刚性连接,就要求每台变频器应必须同时控制2个制动器,以适合单电动机运行的情况。 总而言之,变频调速系统以其卓越的调速特性的全面保护的功能,迅速地在铸造起重机上得到广泛应用,在钢厂铸造起重机极为频繁使用情况下,故障率很低,明显减少维护保养时间,消除了钢厂铸造起重机经常需要更换接触器的弊病。
图5-17 主起升机构变频调速原理图 当正常运行时2台电动机必须严格同步运行以防止机械结构的损坏。当其中任一台电动机发生故障时,另一台电动机必须能单独完成起升和下降的工作要求,释放吊钩上的钢包,以防止生产安全事故的发生。 (2)铸造起重机的主起升机构变频调速系统工作原理 主起升机构变频调速电气原理如图5-17所示。 该系统采用ABB公司的ACC604-0260-316kW变频器2台,分别控制2台变频电动机。每台变频器配备西门子公司S7-226PLC可编程控制器各1台,其中变频器的D11为电动机制动器抱闸打开信号确认,D12为起升机构主令零位,D13、D14分别为电动机运行方向,D16为变频器工作模式:双电动机主从应用宏和单电动机起重机应用宏转换控制端口。每台变频器由CH1口通道的V15、V16连接NTAC - 02脉冲编码器模块,通过双绞双屏蔽电缆接受编码器反馈信号(德国P+F公司10-155 31LV-10 24),实施DTC闭环控制。 从硬件角度讲,和普通变频调速系统比较,主要区别在于2台变频器通过CH2口通道的V17、V18进行光纤通信的主从控制模式和通过改变端口DI6电平实现双电机主从控制和单电机起重机控制的转换。 当起重机正常运行时,采用主从控制应用宏。主变频器接受西门子S7-226可编程控器的扩展模块EM232输出的0~10V模拟量给定信号进行电动机速度控制.并通过光纤通信,使从变频器实施力矩控制,以确保2台电动机严格的同步运行。 当任一台电动机(不管主机或从机)发生故障时只要切换驾驶室联动台上的控制开关,改变D16端口的高低电平状态,其中1台完好的电动机所对应的变频器就接受S7-226可编控器的模拟量给定信号,对该电动机实施速度控制。以确保起重机能迅速排除因主起升1台电动机损坏而无法继续工作的故障。应注意每台变频器均可单独控制制动器开闸和抱闸,由于是双电动机刚性连接,就要求每台变频器应必须同时控制2个制动器,以适合单电动机运行的情况。 总而言之,变频调速系统以其卓越的调速特性的全面保护的功能,迅速地在铸造起重机上得到广泛应用,在钢厂铸造起重机极为频繁使用情况下,故障率很低,明显减少维护保养时间,消除了钢厂铸造起重机经常需要更换接触器的弊病。







