

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介电线电缆挤出生产线用于将特定的塑胶材料加热后,通过特定的模具包覆到裸铜线上,从而形成特定形状的电缆。五类 / 超五类电缆电气性能除了对于直径、耐压等级有要求以外,还对
电线电缆挤出生产线用于将特定的塑胶材料加热后,通过特定的模具包覆到裸铜线上,从而形成特定形状的电缆。五类/超五类电缆电气性能除了对于直径、耐压等级有要求以外,还对高频信号通过电缆的衰减、回波等有严格的要求(至少不低于100MHz)。PROFIBUS电缆就是一种超五类缆,高频特性在线检测的是水中电容仪,只要水中电容值在规定的范围内,该段电缆的大部分高频特性就可以得到保证。通常采用英国BETA公司出品的电容仪,它除了自带的显示器之外还具有RS-232接口的数据端口。对于直径的在线检测则采用激光外径测试仪。该仪表的显示器可选,PID控制器可选,RS-232数据端口为标准配置。从而实现了PLC+HMI+西门子MM440矢量变频器对该生产线的控制。 1.设备的简单工艺说明和硬件系统 如图6-19所示,成卷的裸铜线从主动式放线架上引出,经摆杆张力架进入校直机,铜线预热机,进入置于挤出机终端的眼模,这时,来自挤出机的胶料就包覆在铜线上。经过包覆后的导线进入电容水槽冷却,经过外径检测仪,再进入冷却水槽(冷却水槽末端安装有电容仪),由牵引机引出。 系统的整体配置如下。 (1)控制部分 CPU312C 2台 SM331 8AI 1台 SM331 2AI 1台 SM334 4AI/2A0 1台 CP340 RS232 2台 TP270-10 1台 (2)动力部分 MM440 5.5kW(放卷) 1台 MM440 11kW(主螺杆) 1台 MM440 2.2kW(附机和收卷) 2台 MM440 3.7kW(牵引机) 1台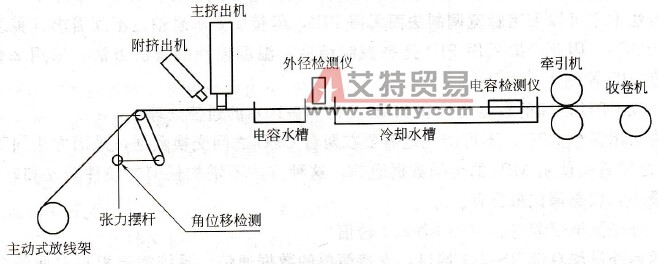 图6-19 超五类电缆生产线的结构简图 2.控制系统的功能和编程实现 (1)放线(卷)装置的张力控制 整条线需要均衡的张力才不至于电缆被拉伸导致物理性能和电气性能发生变化。牵引装置将电线向前拉,速度由用户决定,那么放线装置需要跟随牵引机的速度变化,这样才能保证电线的张力一致。很明显,这是典型的张力PID控制。张力控制的解决方案:采用SIE-MENS MM440自带的PID控制。张力摆杆的角度变化信号用一个舞蹈轮电位器检测回来,输入到MM440的AI1作为PID控制器的反馈,PID给定值内部参数P2889或P2990按百分比给出,根据MM440使用大全,采用一个外部点控制PID的投入和退出,以满足手动和自动的切换。 相关参数如下。 P0701=99(DI1使能BICO,作为启动信号) P0703=99(DI3使能BICO,作为PID切换信号) P2200=722.2(使用DI3来切换手动和PID自动) P0757=0(AI1的X1),P0758=-100%(AI1的Y1) P0759=10 (AI1的X2),P0760=100% (AI1的Y2) P2253=2889(PID给定值来源于P2889) P2889=0(张力摆杆平衡点的位置) P2264-755.0(PID反馈值来源于AI1) P2267=100%(反馈值的上限),P2268=-100%(反馈值的下限) P2291=100%(PID上限幅),P2292=-100%(PID下限幅) P2280=0.325(已经调试的最佳经验值) P2285=0.85(已经调试的最佳经验值) P0840=722.0(使用DI1作为启动信号) 其中,AI输入标定PID反馈/PID输出的限幅,PID参数是PID控制成败的关键。PID放卷经过用户严格和反复的测试,完全超越了硬件PID控制板的性能,用于放0.4mm的铜线,张力恒定在250g(专用张力表测量),线速度达到400m/min,牵引马达在15s内速度降到零,仍可以保证摆臂的自动平衡。 (2)挤出螺杆的温度控制 螺杆本身包括模具在内有7段温区,注条机3个温区,电容水槽1个温区,因为该胶料是发泡材料,发泡程度对温度极其敏感,影响外径和电容值,客户要求控制在正负1℃。温度控制方法本来可以采用脉宽调制法而无需PID,但精度要求恐怕达不到需求(实践证明一般可到±3℃),因此,拟采用PID提高控制精度。温度控制的解决方法:采用2台CPU,分担温度PID控制。 (3)双CPU之间的数据交换和HMI (TP270-10)的通信处理 因为采用两台CPU,不可避免地需要在两台CPU之间交换数据,采用方法如下:在两台CPU之间直接使用MPI的全局数据通信,这种方法不增加任何的硬件开支和软件编写,工作量最小,组态调试最方便。 (4)外径测试仪和电容仪的RS-232通信 这两台外设均自带RS-232接口,支持简单的数据通信,系统需要根据取回的外径数据做不同的处理,这在下节中讨论。所以,采用2块CP340(RS-232)模块来实现和两台外设的自由口通信。 3.外径的自适应控制 对于外径仪而言,需要用读回的外径数据(实际值)来控制牵引机(或挤出螺杆)的速度,一旦发现实际外径大于给定外径,PLC系统需要加快牵引机的速度,这样包覆在铜线上的胶料减少从而减小外径使二者平衡。反之降低牵引机速度,使实际直径增大而使二者平衡。外径仪的硬件PID控制器是可选件,但是由于其价格昂贵,因此设备制造商希望取消该控制器来降低相关的硬件成本,所以,用PLC来实现对线径的误差控制就成了很重要的需求。解决方案:将牵引机的速度分为主给定和辅助给定,其中主给定和挤出螺杆联动(由同一个电位器分压给出),辅助给定标定为±10V对应±20%,而辅助给定由外径实际值和外径给定值之差决定大小和方向,这样,和PID控制器一样具有跟随特性,相当于一个P控制器。 该系统的放线装置采用了MM440的PID控制(速度模式下的内置PID),可以保证用户使用0. 4mm裸线在400m/min的情况下,牵引机突然停机(10s的减速时间)不断线,相比原有使用硬件PID控制板控制,其性能有大幅度提高,而且省去了PID板,降低了设计成本和维修成本,提高了生产效率。
图6-19 超五类电缆生产线的结构简图 2.控制系统的功能和编程实现 (1)放线(卷)装置的张力控制 整条线需要均衡的张力才不至于电缆被拉伸导致物理性能和电气性能发生变化。牵引装置将电线向前拉,速度由用户决定,那么放线装置需要跟随牵引机的速度变化,这样才能保证电线的张力一致。很明显,这是典型的张力PID控制。张力控制的解决方案:采用SIE-MENS MM440自带的PID控制。张力摆杆的角度变化信号用一个舞蹈轮电位器检测回来,输入到MM440的AI1作为PID控制器的反馈,PID给定值内部参数P2889或P2990按百分比给出,根据MM440使用大全,采用一个外部点控制PID的投入和退出,以满足手动和自动的切换。 相关参数如下。 P0701=99(DI1使能BICO,作为启动信号) P0703=99(DI3使能BICO,作为PID切换信号) P2200=722.2(使用DI3来切换手动和PID自动) P0757=0(AI1的X1),P0758=-100%(AI1的Y1) P0759=10 (AI1的X2),P0760=100% (AI1的Y2) P2253=2889(PID给定值来源于P2889) P2889=0(张力摆杆平衡点的位置) P2264-755.0(PID反馈值来源于AI1) P2267=100%(反馈值的上限),P2268=-100%(反馈值的下限) P2291=100%(PID上限幅),P2292=-100%(PID下限幅) P2280=0.325(已经调试的最佳经验值) P2285=0.85(已经调试的最佳经验值) P0840=722.0(使用DI1作为启动信号) 其中,AI输入标定PID反馈/PID输出的限幅,PID参数是PID控制成败的关键。PID放卷经过用户严格和反复的测试,完全超越了硬件PID控制板的性能,用于放0.4mm的铜线,张力恒定在250g(专用张力表测量),线速度达到400m/min,牵引马达在15s内速度降到零,仍可以保证摆臂的自动平衡。 (2)挤出螺杆的温度控制 螺杆本身包括模具在内有7段温区,注条机3个温区,电容水槽1个温区,因为该胶料是发泡材料,发泡程度对温度极其敏感,影响外径和电容值,客户要求控制在正负1℃。温度控制方法本来可以采用脉宽调制法而无需PID,但精度要求恐怕达不到需求(实践证明一般可到±3℃),因此,拟采用PID提高控制精度。温度控制的解决方法:采用2台CPU,分担温度PID控制。 (3)双CPU之间的数据交换和HMI (TP270-10)的通信处理 因为采用两台CPU,不可避免地需要在两台CPU之间交换数据,采用方法如下:在两台CPU之间直接使用MPI的全局数据通信,这种方法不增加任何的硬件开支和软件编写,工作量最小,组态调试最方便。 (4)外径测试仪和电容仪的RS-232通信 这两台外设均自带RS-232接口,支持简单的数据通信,系统需要根据取回的外径数据做不同的处理,这在下节中讨论。所以,采用2块CP340(RS-232)模块来实现和两台外设的自由口通信。 3.外径的自适应控制 对于外径仪而言,需要用读回的外径数据(实际值)来控制牵引机(或挤出螺杆)的速度,一旦发现实际外径大于给定外径,PLC系统需要加快牵引机的速度,这样包覆在铜线上的胶料减少从而减小外径使二者平衡。反之降低牵引机速度,使实际直径增大而使二者平衡。外径仪的硬件PID控制器是可选件,但是由于其价格昂贵,因此设备制造商希望取消该控制器来降低相关的硬件成本,所以,用PLC来实现对线径的误差控制就成了很重要的需求。解决方案:将牵引机的速度分为主给定和辅助给定,其中主给定和挤出螺杆联动(由同一个电位器分压给出),辅助给定标定为±10V对应±20%,而辅助给定由外径实际值和外径给定值之差决定大小和方向,这样,和PID控制器一样具有跟随特性,相当于一个P控制器。 该系统的放线装置采用了MM440的PID控制(速度模式下的内置PID),可以保证用户使用0. 4mm裸线在400m/min的情况下,牵引机突然停机(10s的减速时间)不断线,相比原有使用硬件PID控制板控制,其性能有大幅度提高,而且省去了PID板,降低了设计成本和维修成本,提高了生产效率。







