

![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介复卷机是造纸行业中必不可少的关键设备,它将造纸机所生产的原纸卷,经过定宽分切、整理,再复卷成为具有一定宽度、长度和紧度要求的卷筒纸,以满足印刷及包装工业的需要。纸
复卷机是造纸行业中必不可少的关键设备,它将造纸机所生产的原纸卷,经过定宽分切、整理,再复卷成为具有一定宽度、长度和紧度要求的卷筒纸,以满足印刷及包装工业的需要。纸幅张力控制是保证纸卷形态至关重要的因素之一,但由于复卷机车速过高,一般为纸机车速的3倍以上,并且在复卷过程中,纸幅张力会随着纸卷卷径和加减速的不同而大范围地变化,从而影响张力控制的稳定性,造成有时复卷机纸幅张力太低,纸幅将松垮或在卷取辊上打滑;有时张力太高,则残余应力过大,甚至爆卷或损伤纸芯。因此,要得到很好的纸卷,就要求相应复卷设备具有良好的纸幅张力控制系统,以控制张力于设定值范围内。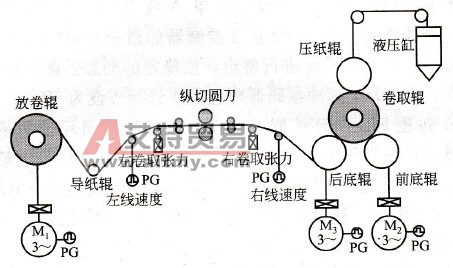 图5-42 双底辊下引纸复卷机结构示意图 如图5-42所示是一台双底辊下引纸复卷机,它的传动系统可以分为2个部分:其一是卷取部分,由1台交流电机拖动;另一个是放卷部分,由2台电机拖动。这两组电机依靠纸幅张力联系在一起。具体说,放卷电机的作用是提供一个反向力矩,在放卷的过程中拉紧纸。把卷取部分看为一个整体,则卷取电机用来克服放卷电机所提供的反向力矩,拉平纸幅并卷取纸卷。复卷机传动系统的这3台电机分别由3台变频器控制。复卷机在卷取的过程中,放卷辊的卷径和转动惯量不断减小,为时变参数。为了保证纸幅在卷取过程中平稳工作,必须要求纸幅的张力和线速度恒定。因此,放卷辊的张力控制主要有以下要求。 a.放卷辊在正常运行中,两底辊由纸幅拉着放卷辊纸卷向前运行,要保持纸幅有一定的退卷张力,放卷辊电机必须工作在发电制动状态。 b.放卷辊在退卷过程中,纸辊直径一直在减小,要保持张力不变,放卷辊电机的制动转矩应随着减小。 c.复卷机在加减速过程中,由于机械惯量的存在,为保证张力控制精度,需对放卷辊电机转矩进行动态补偿,补偿量的大小与加减速度变化量、当前卷径有关,也为时变参数。 张力闭环控制系统必须具备以下调节能力: a.在复卷机加减速,也就是建张阶段,使放卷电机的速度跟随车速的变化,补偿加减速造成的动态转矩对张力的影响; b.在稳速复卷阶段,补偿放卷卷径的变化带来的张力波动。基于张力控制的上述要求,若单独采用直接张力控制,控制的灵敏度及精度较高,但是由于复卷机工作车速很高,工作时纸卷及辊筒跳动很大以及系统有较大的扰动(如加减速)等,将会直接影响系统的稳定性,造成断纸或松纸。若想克服扰动,必须采用间接张力控制方式。而间接张力控制方式是根据恒张力卷取过程中各参数之间的约束关系,找出影响张力的各个参数(如卷径D,速度变化率dv/dt等),将它们检测出来,加以补偿控制,使复卷机的张力能很快跟随速度的变化作出调整,间接地保持张力恒定,但它不如直接张力控制精度高。基于这些原因,本设计把两种控制方案综合起来应用,采用直接张力与间接张力相结合的复合张力控制原则。这时用间接张力控制补偿掉主要扰动量,近似保持退卷张力恒定,有力地减轻张力调节环的负担,直接张力控制只起微调作用,这样既使系统易于稳定又得到很高的控制精度。其控制系统组成框图如图5-43所示。 在图5-43所示的张力控制系统中,PLC配合高速计数模块主要完成卷径计算、速度给定计算和动态转矩补偿计算,控制变频器的启停及检测放卷电机的电流和速度以及张力反馈值。6SE70变频器主要完成张力控制功能。PLC与变频器之间的数据传输通过PROFIBUS-DP现场总线实现。由图5-43可知,该控制系统的给定有张力给定和速度给定。反馈主要是通过电机光电码盘进行速度反馈,通过张力传感器进行纸幅实际张力反馈。为了达到保持放卷张力恒定的目的,首先通过PLC间接计算出放卷辊的卷径D、速度给定和动态转矩补偿值。西门子6SE70变频器内部提供了一系列可以自由选用的自由功能模块,用户利用“BICO系统”可以任意“接线”组态出图5-43的功能。该矢量变频器本身就是一个电流内环/速度外环的双闭环调速系统。张力调节器利用西门子复合功能模块中的PID调节器组合而成。在稳定的复卷过程中,由于纸张拉力的作用,电机速度反馈始终小于速度给定,速度调节器为PI调节器,因此速度调节器输出始终处于饱和状态。这时实际上速度外环处于开环状态,只有电流内环和张力环起作用,此时系统为直接张力控制方式;当复卷机处于加减速或停车运行时,把动态转矩加入到调节系统中,使速度调节器投入运行,系统此时为转速、电流和张力三闭环调速系统。通过补偿动态转矩,从而保持张力恒定,实际上是间接直接张力复合控制方式。
图5-42 双底辊下引纸复卷机结构示意图 如图5-42所示是一台双底辊下引纸复卷机,它的传动系统可以分为2个部分:其一是卷取部分,由1台交流电机拖动;另一个是放卷部分,由2台电机拖动。这两组电机依靠纸幅张力联系在一起。具体说,放卷电机的作用是提供一个反向力矩,在放卷的过程中拉紧纸。把卷取部分看为一个整体,则卷取电机用来克服放卷电机所提供的反向力矩,拉平纸幅并卷取纸卷。复卷机传动系统的这3台电机分别由3台变频器控制。复卷机在卷取的过程中,放卷辊的卷径和转动惯量不断减小,为时变参数。为了保证纸幅在卷取过程中平稳工作,必须要求纸幅的张力和线速度恒定。因此,放卷辊的张力控制主要有以下要求。 a.放卷辊在正常运行中,两底辊由纸幅拉着放卷辊纸卷向前运行,要保持纸幅有一定的退卷张力,放卷辊电机必须工作在发电制动状态。 b.放卷辊在退卷过程中,纸辊直径一直在减小,要保持张力不变,放卷辊电机的制动转矩应随着减小。 c.复卷机在加减速过程中,由于机械惯量的存在,为保证张力控制精度,需对放卷辊电机转矩进行动态补偿,补偿量的大小与加减速度变化量、当前卷径有关,也为时变参数。 张力闭环控制系统必须具备以下调节能力: a.在复卷机加减速,也就是建张阶段,使放卷电机的速度跟随车速的变化,补偿加减速造成的动态转矩对张力的影响; b.在稳速复卷阶段,补偿放卷卷径的变化带来的张力波动。基于张力控制的上述要求,若单独采用直接张力控制,控制的灵敏度及精度较高,但是由于复卷机工作车速很高,工作时纸卷及辊筒跳动很大以及系统有较大的扰动(如加减速)等,将会直接影响系统的稳定性,造成断纸或松纸。若想克服扰动,必须采用间接张力控制方式。而间接张力控制方式是根据恒张力卷取过程中各参数之间的约束关系,找出影响张力的各个参数(如卷径D,速度变化率dv/dt等),将它们检测出来,加以补偿控制,使复卷机的张力能很快跟随速度的变化作出调整,间接地保持张力恒定,但它不如直接张力控制精度高。基于这些原因,本设计把两种控制方案综合起来应用,采用直接张力与间接张力相结合的复合张力控制原则。这时用间接张力控制补偿掉主要扰动量,近似保持退卷张力恒定,有力地减轻张力调节环的负担,直接张力控制只起微调作用,这样既使系统易于稳定又得到很高的控制精度。其控制系统组成框图如图5-43所示。 在图5-43所示的张力控制系统中,PLC配合高速计数模块主要完成卷径计算、速度给定计算和动态转矩补偿计算,控制变频器的启停及检测放卷电机的电流和速度以及张力反馈值。6SE70变频器主要完成张力控制功能。PLC与变频器之间的数据传输通过PROFIBUS-DP现场总线实现。由图5-43可知,该控制系统的给定有张力给定和速度给定。反馈主要是通过电机光电码盘进行速度反馈,通过张力传感器进行纸幅实际张力反馈。为了达到保持放卷张力恒定的目的,首先通过PLC间接计算出放卷辊的卷径D、速度给定和动态转矩补偿值。西门子6SE70变频器内部提供了一系列可以自由选用的自由功能模块,用户利用“BICO系统”可以任意“接线”组态出图5-43的功能。该矢量变频器本身就是一个电流内环/速度外环的双闭环调速系统。张力调节器利用西门子复合功能模块中的PID调节器组合而成。在稳定的复卷过程中,由于纸张拉力的作用,电机速度反馈始终小于速度给定,速度调节器为PI调节器,因此速度调节器输出始终处于饱和状态。这时实际上速度外环处于开环状态,只有电流内环和张力环起作用,此时系统为直接张力控制方式;当复卷机处于加减速或停车运行时,把动态转矩加入到调节系统中,使速度调节器投入运行,系统此时为转速、电流和张力三闭环调速系统。通过补偿动态转矩,从而保持张力恒定,实际上是间接直接张力复合控制方式。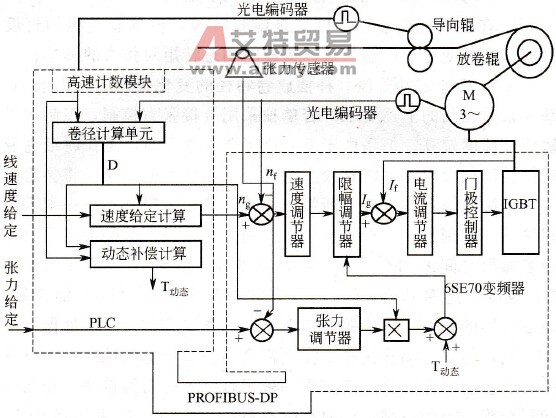 图5-43 复合恒张力控制系统组成框图 张力控制程序设计 PLC张力控制程序主要完成一些参数的计算、数据采集和处理及对变频器运行进行控制。PLC张力计算主程序流程图如图5-44所示。最后PLC的输出结果通过PROFIBUS-DP总线送入变频器。
图5-43 复合恒张力控制系统组成框图 张力控制程序设计 PLC张力控制程序主要完成一些参数的计算、数据采集和处理及对变频器运行进行控制。PLC张力计算主程序流程图如图5-44所示。最后PLC的输出结果通过PROFIBUS-DP总线送入变频器。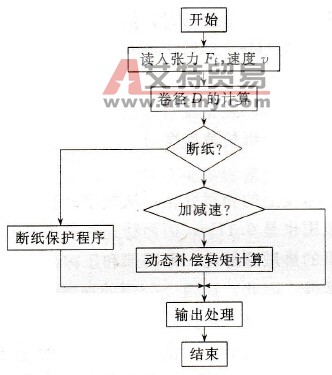 图5-44 PLC张力计算主程序流程图 该控制系统通过PLC和矢量变频器实现复卷机复合恒张力控制,利用西门子6SE70矢量变频器的功能模块,组成张力三闭环控制系统,用直接张力控制精度,在特定的动态过程中,利用PLC的卷径实时计算和动态转矩补偿程序对张力扰动进行有效修正,用间接张力控制提高系统的抗扰动能力,解决了复卷过程中卷径变化对张力稳定性和控制精度的影响,保证复卷过程中张力恒定。
图5-44 PLC张力计算主程序流程图 该控制系统通过PLC和矢量变频器实现复卷机复合恒张力控制,利用西门子6SE70矢量变频器的功能模块,组成张力三闭环控制系统,用直接张力控制精度,在特定的动态过程中,利用PLC的卷径实时计算和动态转矩补偿程序对张力扰动进行有效修正,用间接张力控制提高系统的抗扰动能力,解决了复卷过程中卷径变化对张力稳定性和控制精度的影响,保证复卷过程中张力恒定。







