![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
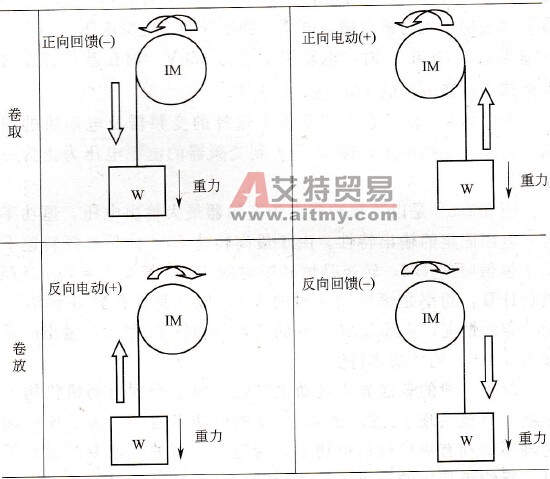
简介1 .同步运行的概念 印染机械、造纸机械等常常由若干个加工单元构成,犹如一条生产线。每个单元都有单独的拖动系统,各拖动系统的电机转速和传动比可能不完全相同,但要求被加
1.同步运行的概念
印染机械、造纸机械等常常由若干个加工单元构成,犹如一条生产线。每个单元都有单独的拖动系统,各拖动系统的电机转速和传动比可能不完全相同,但要求被加工物(布匹或纸张)的行进速度必须一致,或者说必须同步运行。
2.同步控制的要点
同步控制必须解决好以下问题。
①统调,也就是说,所有单元应能同时加速和减速。
②整步,当某单元的速度与其他单元不一致时,应能够通过手动或自动的方式进行微调,使之与其他单元同步。
③单独调试,在各单元进行调试过程中,应能单独运行。
3.同步控制方法
(1)手动微调的同步控制
①基本电路。以三个单元的同步控制为例,电路如图3-17所示。图中所用变频器为西门子MM440系列。各单元的拖动电机分别是M1、M2、M3,它们各自由变频器1、2、3控制。

图3-17 手动微调的同步控制电路
②工作原理。
a.控制参数设置见表3-17。
表3-17 控制参数设置

b.控制原理如下。
统调:按下SB1,继电器KA1吸合,则所有变频器的6端都接通,各单元同时加速;按下SB2,继电器KA2吸合,则所有变频器的7端都接通,各单元同时减速。
手动微调:通过接于各变频器6、7端的按钮,可以对各个电机的速度进行微调。以1单元为例,按下SB11,则变频器1的6端接通,M1加速。2、3单元依次类推。
(2)自动微调的同步控制
在前后单元之间,加入一根滑辊。滑辊的位置取决于前后两单元的速度。当滑辊上下移动时,将通过连杆使电位器旋转,改变电位器RP滑动点的位置。所以,在RP的滑动点上,可获得与前后两单元的布或纸速差成正比的整步信号(RP应尽量使用无触点的电位器)。
以三菱FR-A540系列变频器为例,电路如图3-18所示。电位器RP是跨接在P、N之间的,其滑动端O′接至变频器的辅助给定信号端“1”,1端得到的辅助信号将与2端得到的主控信号叠加,作为变频器的实际给定信号。辅助信号的大小与符号,由电位器滑动端O′的位置决定,即电压UO′O。当前后速度不一致时,滑辊的位置和电压UO′O同时变动,使变频器的实际给定信号自动得到了调整。

图3-18 自动微调的同步控制