![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介这里艾特贸易网小编主要介绍变频技术在圆台平面磨床上的应用。 圆台平面磨床的台面传动虽然一直采用液压马达,但工作时油温上升,其结果是机械部分产生热畸变,这对于被称为镜
这里艾特贸易网小编主要介绍变频技术在圆台平面磨床上的应用。
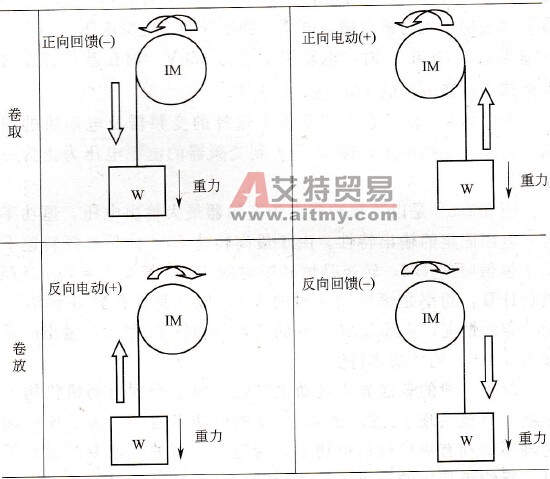
圆台平面磨床的台面传动虽然一直采用液压马达,但工作时油温上升,其结果是机械部分产生热畸变,这对于被称为镜面抛光的加工精度会产生恶劣影响。而且液压系统的维护也极不方便。采用变频调速可消除这样的问题。图8-43为磨床变频调速工作示意图,图中的台面采用变频器传动时,砂轮接近旋转台面中心就增加台面转速,反之砂轮接近外围就减小台面转速。重复这样的操作就可以使台面上工件的磨削速度与其位置无关而保持恒定,从而提高精度和效率。
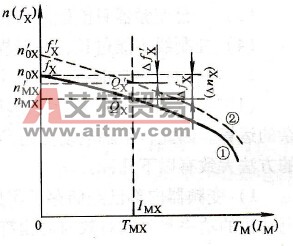
图8-44所示为磨床变频调速框图及频率指令。图中RP1~RP5等可变电阻用来设定变频器的输出频率,按图8-44b所示特性设定,其中RP3装在机械部分,其阻值随砂轮位置而变化,应选用可靠性高的产品。图8-44a中RP1~RP5构成的电路给出的变频器频率指令是根据与砂轮往复运动联动的RP3的值来确定的,砂轮靠近中心时大,靠近外围时小,从而台面转速很好地跟踪了变频器频率指令。
调整时,由RP1设定最大速度。RP3最大时调整RP5,设定中心速度。由于采用数控变频器,使速度再现性好,产品质量稳定。
使用效果有:
1)与以往方式(液压马达方式)相比,对机械部件的热影响降低,因而提高了工件的磨削精度。
2)与以往方式相比,速度跟踪性能提高使线速度变化减小,降低了工件的表面粗糙度。
3)速度设定较以往方式更容易,操作简便。
4)不需要对液压系统的维护,机器运转率提高。

图8-43 磨床变频调速工作示意图

图8-44 磨床变频调速框图和频率指令
a)框图;b)频率指令
需要注意的问题有:
1)由于反复加减速,选择电动机和变频器时都应确保在其等效额定负载以内,特别应注意制动器的负载。
2)为确保磨削面的精度和表面粗糙度,应选择振动小的电动机。
3)为了减小负载变化对转速的影响,机械设计应考虑在最高电动机转速时也能使用。