![]() 来源:艾特贸易2017-06-05
来源:艾特贸易2017-06-05
简介纺织纤维,特别是合成纤维(化纤)生产机械的电力拖动,不论是前期工序还是后期工序均已广泛采用变频调速。本章仅以化纤尼龙丝生产为例作专门介绍。 一、对变频器性能提出的要
纺织纤维,特别是合成纤维(化纤)生产机械的电力拖动,不论是前期工序还是后期工序均已广泛采用变频调速。本章仅以化纤尼龙丝生产为例作专门介绍。
一、对变频器性能提出的要求
1.1 调速精度高
以纺织工艺的齿轮泵工段为例,该泵组由一台变频器供给多台电动机驱动,电动机为永久磁铁式同步电动机,故虽然是开环变频调速系统仍能保证较高的调速精度。在运行起动时要求设定一个低频指令及规定程序让电动机依次起动,最后再进行加速。为提高调速精度仅利用通用变频器本身的晶振来分辨频率是不够的,必须选用高分辨率的A/D转换器,直接将数字量输入作为频率给定。
1.2 转差修正功能
以纤维挤出机为例,它采用笼型异步电动机驱动,当负荷变化时转速会产生波动。此时,需采取转速闭环(有速度传感器)对转速进行修正,使调速波动低,精度达额定速度的0.01%~0.5%。
1.3 瞬时停电时的自起动
化纤工业的生产是一种不允许停车的连续生产,一旦停车,纺丝断裂后再将断头接上恢复生产需要很长时间。因此当发生瞬时停电自动再复电后要求变频器能迅速恢复正常。这一技术的难度在于停电后再起动,要保证复电时刻电动机的实际转速与该时设定的频率一致,否则将会引发过流跳闸。具体的实施手段及瞬时复电的速度、电流过渡过程波形如图14-1所示。

图14-1 变频器瞬时停电后复电特性
具体控制要点如下。
①复电之初变频器首先要把频率指令值降低,以与电动机实际转速一致,待复电后再行加速。
②减速时电动机实际处于离线状态,机械储存的动能应通过变频器向电网反馈。
表14-1为不同类型的纺织机械对变频器提出的技术要求。
表14-1 不同类型的纺织机械对变频器提出的技术要求


二、卷绕市几变频调速控制举例
卷绕机是化纤'程的最尾工序的主要设备,通过卷筒将拉伸后的纺丝进行卷取。卷绕成品的质量与后期纺织工序有很大关系,故对电气控制提出如下要求。
·选用高速电动机以提高生产率。
·卷绕过程中必须自动调节转速。
·定长剪断。
下面详细加以说明。
(1)高速电动机
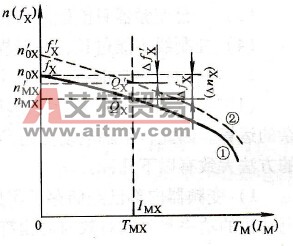
高速电动机转速可达数万转,为实现恒张力卷取,电动机需保持恒功率输出特性。电动机的功率(电压)与速度的关系如图14-2所示。最适合使用的机型是异步电动机。

图14-2 电动机功率、电压特性
(2)卷绕控制
卷绕控制含两个内容。
①张力控制:一般设置恒张力控制,在速度指令环节中预置卷绕直径变化的运算功能(软件形式),当直径变粗后,应自动降低卷绕转速。
②速度控制:系统的速度通过直接检测或间接运算得出,并通过反馈的途径送至速度指令的输入端以改变卷筒的速度,使纺丝的速度恒定(亦即张力不变)。在丝速特别高的情况下,张力、速度必须连续、快速地进行检测,且储存于微机的RAM内,因此计算机控制与管理的水平相当高。目前变频器的A/D转换器已能适应这种高速性和高分辨能力。一台大型的化纤设备,是一个复杂的自动控制系统,需要管理的参数较多。例如卷绕速度、加减速变化等,各种数据需传送到上位计算机,进行转矩大小的监督,最终改变频率设定。作为化纤设备设计的专用变频器对此必须有更为灵活的信息处理和传送功能,为与上位计算机连接创造条件。
③剪切控制:如图14-3所示,卷取工序为纺丝卷取时,一方面卷筒以一定转速旋转,另一方面剪切装置在纺丝的左右摆动,使纺丝能均匀平整排列。

图14-3 卷筒切断装置结构示意图
该剪切装置对往复点的结构形状有一定要求,主要是与纺丝接触点的棱角应取得合适,一般认为取直角较好,角度不当会发生部分丝线断裂。另一措施是剪切运动的速度应有微小的变化,这种变化必须是周期性的。具体的做法是在剪切速度上叠加某种扰动信号,其波形如图14-4所示。这样,剪切完的成卷产品才能有一个良好的外观,转送至下一工序进行纺织。

图14-4 在剪切信号上叠加的扰动信号波形