

(1) 坡口准备 焊件δ 5mm 且双面焊时开 I 形坡口,δ≥ 5mm 时视具体情况开 V 、 U 或 X 形坡口。坡口须机加工。 (2) 焊丝及熔剂选择 可采用含脱氧元素的低磷铜焊丝 HS202 和特制纯铜焊丝...
阅读更多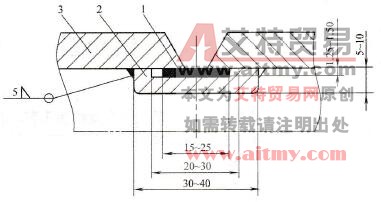
(1) 预热要求 薄件一般可不预热。壁厚 5mm 以上焊件则应进行 100~300 ℃预热。 (2) 垫板使用 由于铝及铝合金高温强度低,铝液流动性又很好,焊接时易引起熔池塌陷。故使用垫板承托熔池...
阅读更多
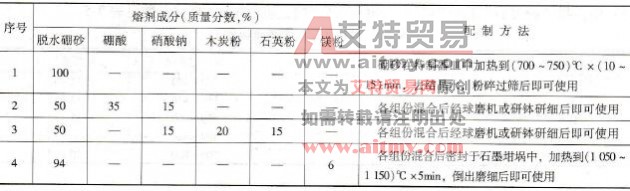
碳弧焊属落后工艺,但基于热量比气焊集中,有利于提高生产率,故一些不重要纯铜焊接接头仍有应用。一般使用Φ 10mm~ Φ 20mm ,长 100~500mm 的石墨极,控制电极至夹头的伸出长度 100...
阅读更多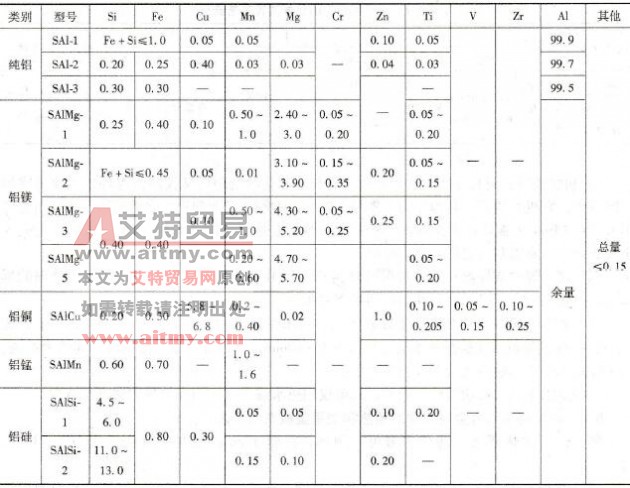
(1) 焊丝 国产焊丝化学成分见表 8-2 。以美国型号为代表的进口焊丝化学成分见表 8-3 。常用铝及铝合金 TIG 焊焊丝选用见表 8-4 。异种铝及铝合金焊接时焊丝选用见表 8-5 。 表 8-2 国产铝...
阅读更多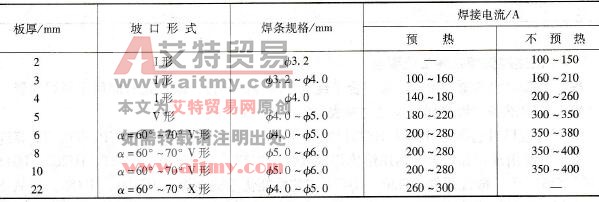
由于焊缝氧、氢量高,焊接质量不稳定,劳动条件也较差,一般并不推荐(见表 7-1 )。 (1) 坡口准备 δ 5mm 焊件双面焊可开 I 形坡口,其他视具体情况开 V 、 U 或 X 形坡口。 (2) 焊条选...
阅读更多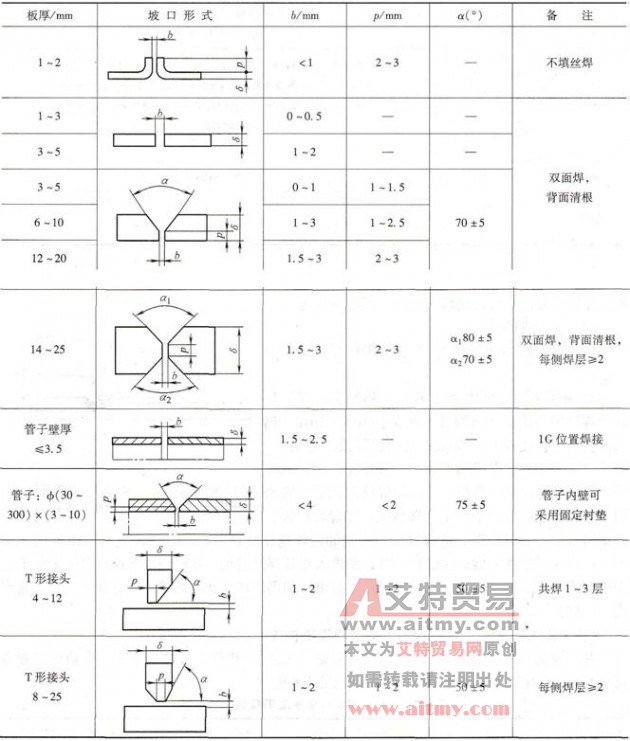
(1) 手工 TIG 焊 1) 焊接坡口:对接接头坡口形式主要取决于板厚,坡口形式及尺寸见表 8-6 。 表 8-6 铝及铝合金手工 TIG 焊坡口形式及尺寸 2) 操作技术:为充分利用“阴极破碎”效应去除...
阅读更多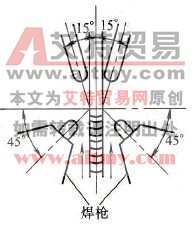
手工钨极氩弧接头质量高,在薄板焊接中是取代气焊、碳弧焊和焊条电弧焊的最佳选择,广泛应用于δ≤ 3mm 薄板焊接和中厚板的打底焊。 (1) 坡口准备 坡口形式及尺寸见表 7-2 。坡口须...
阅读更多
纯铝、铝镁合金手工 TIG 焊焊接参数见表 8-7 。铝管对接接头手工 TIG 焊焊接参数见表 8-8 。铝及铝合金自动 TIG 焊焊接参数见表 8-9 。 表 8-7 纯铝、铝镁合金手工 TIG 焊焊接参数 表 8-8 铝...
阅读更多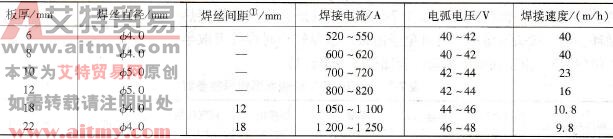
埋弧焊的热输入大,非常适合于纯铜中厚板的焊接,缺点是只能用于平焊位置。 (1) 坡口准备 坡口形式及尺寸见表 7-2 。坡口须机加工。 (2) 焊接材料选择 可选用 HS201 (丝 201 )、 HSC...
阅读更多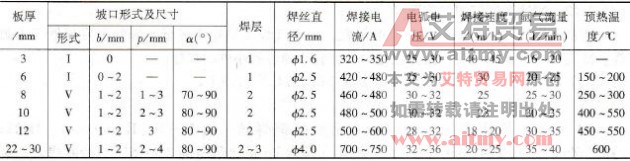
熔化极氩弧焊电弧功率大,电弧穿透力强,熔深大,焊接变形小,接头质量高,是焊接中、厚壁铜及铜合金的优选方法。与埋弧焊相比,还具有可空间位置焊接的优势。 (1) 焊丝选择 与...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测



