


(1) 操作方法 本法也是我国空分设备制造行业 1979 年时由德国 LINDE 公司引进。由两名焊工用两把焊枪同时在坡口两边进行向上立焊操作,一般处于正面位置的焊工进行填丝作业,处于反...
阅读更多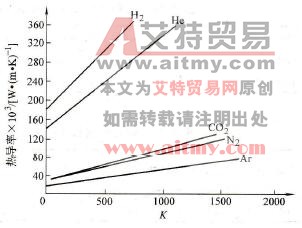
由于纯铜优良的导热性,单一氩保护 TIG 焊,必须以较高预热温度进行双面焊。氩。氮混合气体可有效提高电弧热功率,在与单一氩保护 TIG 焊的同等条件下,可降低预热温度,薄板甚至...
阅读更多
TIG 焊只适用于薄板、中板及铝管多层焊和厚板打底焊, MIG 焊的熔敷效率高,而且可采用直流反接以去除坡口表面氧化膜(交流 TIG 焊在负半周时才有“阴极破碎”作用),故在可能条...
阅读更多
大型海船和舰只螺旋桨重达数十吨,体积大,形状复杂,且须承受巨大载荷及海浪的冲击和腐蚀,一般使用铸造锰黄铜和铝青铜制作。尽管两者有优良的铸造性能,但铸造缺陷往往难以...
阅读更多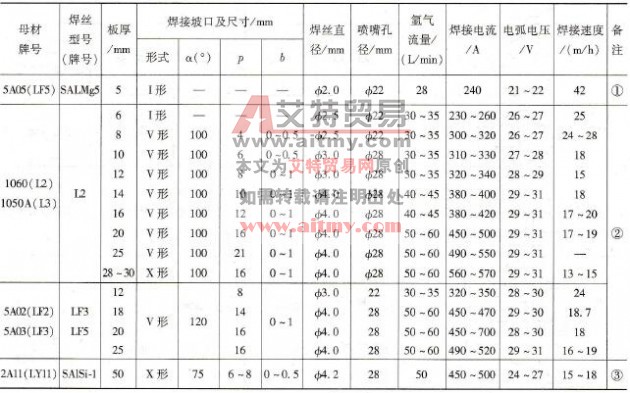
铝及铝合金自动 MIG 焊焊接参数见表 8-11 、表 8-12 。纯铝半自动 MIG 焊焊接参数见表 8-13 。 表 8-11 铝及铝合金自动 MIG 焊焊接参数 ①单面焊双面成形。 ②正反面各焊 1 层。 ③也可采用双...
阅读更多
(1) 锰铁黄铜螺旋桨裂纹补焊 1) 工况:规格Φ 4775mm ,重 7828kg 。壳体大端Φ 850mm ,高 830mm ,厚 225mm 。壳体裂纹位置如图 7-19a 所示,裂纹 1 长 400mm ,深 85mm ;裂纹 2 长 310mm ,深 55mm 。...
阅读更多
(1) 钨极脉冲氩弧焊 铝及铝合金只能采用交流钨极脉冲氩弧焊,适用于薄板、单面焊双面成形焊接接头及空间位置焊缝的焊接。由于其热输入比常规 TIG 焊更易控制,故更适合于热敏感性...
阅读更多
以船用管系及附件的 B10 白铜厚板焊接为例,厚壁管管径为Φ4 19~ Φ 914mm ,壁厚 19mm ,母材化学成分见表 7-37 。 表 7-37 母材及焊材熔敷金属化学成分(质量分数, % ) (1) 焊接工艺试验...
阅读更多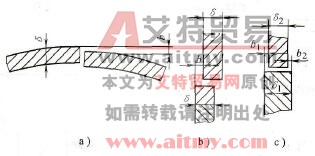
(1) 对口错边量 圆筒形焊件对接接头纵缝和环缝的对口错边量如图 7-2 所示。 图 7-2 圆筒形焊件对接接头纵缝和环缝的对口错边量 a) 纵缝 b ≤ 0.1 δ,且 b ≤ 2mm ; b )环缝 b ≤ 0.15 δ,且...
阅读更多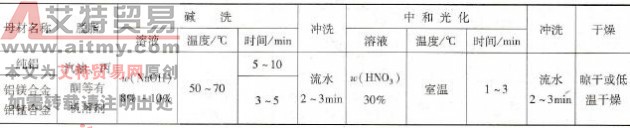
由于铝的化学活泼性,极易与空气中的氧结合生成致密氧化膜 Al2O3 ,妨碍焊接,故焊前对焊件和焊丝表面氧化膜的清理非常重要。焊后残留的熔剂和焊渣,在大气和水分作用下,又会反...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




