


由于黄铜热导率比纯铜小,黄铜液的表面张力又比纯铜大,故黄铜等离子弧焊比纯铜有优势。以等离子弧焊焊接薄件和小件时可不预热,且可不留间隙。以较小电流和尽量快的焊接速度...
阅读更多
以 3350Nm3/h 型空分设备中的分馏塔焊接为例。 (1) 工况 分馏塔塔体为 0.8~2mm 厚的 T2 ,介质氧、氮,工作温度 -183~-196 ℃,塔外充填绝热材料碳酸镁或硅酸盐纤维,塔体为双层结构,内分...
阅读更多
Φ 340/ Φ 290mm × 25mm 的 4Cr13 马氏体不锈钢铸管,因铸造能力限制,必须接长。 (1) 焊接工艺 以焊条电弧焊方法拼接:①开如图 5 -18 所示的 U 形坡口;②选用Φ 4. 0mm 的 A107 奥氏体不锈钢焊...
阅读更多
黄铜浇注过程中,出现缩孔、疏松、夹渣、气孔甚至裂纹等铸造缺陷是难免的,尤其是船用螺旋桨等厚达数百毫米的黄铜铸件,如不进行补焊而作废品处理,损失太大。 (1) 焊前准备 ①...
阅读更多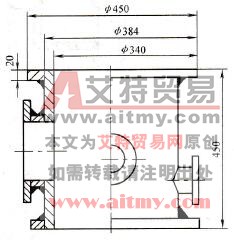
以厚度为 20mm 的纯铜压力容器焊接为例。 (1) 工况 容器简体规格Φ 384mm × 20mm ,材质纯铜;法兰规格Φ 450mm × 20mm ,材质黄铜。容器工作压力 1.1~2.3MPa ,容器结构如图 7-6 所示。 图 7-6 纯...
阅读更多
(1) 工况 二滩水电站 6 台单机容量 550MW 水轮发电机组中的转轮,规格为Φ 6360mm ,高 3317mm ,单轮重 118t 。转轮的上冠、下冠、叶片材质均为 ASTM A-743CA6N (相当于 ZG06Cr13Ni5Mo ),具有良好...
阅读更多
可选择气焊、焊条电弧焊和手工钨极氩弧焊等方法。 (1) 气焊 应为严格中性焰,火焰能率与气焊碳钢时相同。可选用同质焊丝,最好是含锡量比母材高 1%~2% 的同质焊丝。也可选用含磷、...
阅读更多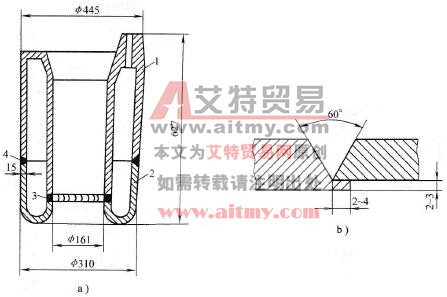
(1) 工况 螺旋风口的材质为 w(Cu)99.95% 纯铜铸件,结构如图 7-7a 所示。服役条件十分恶劣:风口前端燃烧温度在 2300 ~ 2500 ℃,且伸入炉内,有熔渣、铁液滴落其上;风口内承受 0.5MPa 、...
阅读更多
(1) 工况 三门峡水电站水轮发电机组中的混流式转轮材质为 ZG06Cr13Ni4Mo 马氏体不锈铸钢,规格Φ 5500mm ,净重 92t ,分两瓣在工厂制造,到工地焊为一体。受铸造能力所限,其中上冠分为...
阅读更多
铝青铜气焊的难点在于焊接时铝与氧所形成的致密氧化膜 Al2O3 带来的困难,很难以常规方法予以完全清除,故一般不推荐用气焊焊接铝青铜,仅在缺陷补焊时有所应用。 实用上去除氧...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




