

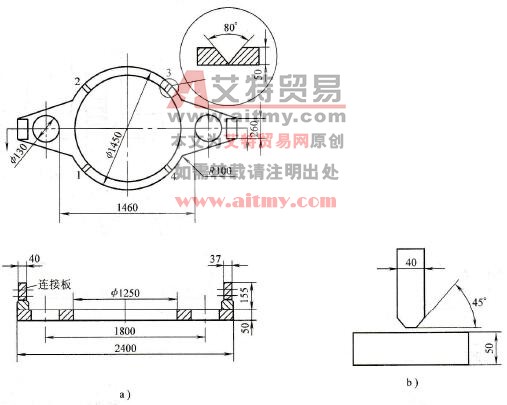
以厚度为 50mm 的纯铜导电法兰的碳弧焊为例。 (1) 工况 法兰结构如图 7-8 所示,由 4 块拼接而成, 4 条对接缝(焊缝 1~4 )各长 100mm ,另有法兰连接板与法兰盘的两条 260mm 长角接缝(...
阅读更多
耐碱蚀超低碳高纯铁素体不锈钢 00Cr26Mol 系经真空冶炼、二次电子束精炼后轧制而成,其 C 、 N 、 O 等间隙元素含量得到有效控制,故比奥氏体不锈钢具有更高的抗氧化物应力腐蚀、点...
阅读更多
铝青铜碳弧焊可获得较满意的接头质量,一般用于铸件补焊或修复磨损焊件。焊接时也必须使用含氟化物和氯化物熔剂以去除 Al2O3 。最简单熔剂由氯化钠和质量分数为 80% 的冰晶石粉组...
阅读更多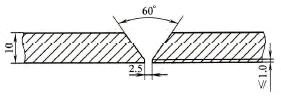
以 T2 导电铜排的焊接为例。 (1) 焊接试验 以厚度为 10mm 的 T2 试板和 HS201 纯铜焊丝进行焊接试验,其工艺性能不佳,易形成砂眼和未熔合,且有裂纹倾向。改用与母材同质的 T2 焊丝后,...
阅读更多
TCS345 是专为铁路货车车辆研制的一种经济型 Cr12 铁素体不锈钢,以代替耐蚀性不够高的耐候钢。其化学成分和力学性能见表 5-61 和表 5-62 ,其 C+N 、 S+P 含量都较低。金相组织为 F+ 少量...
阅读更多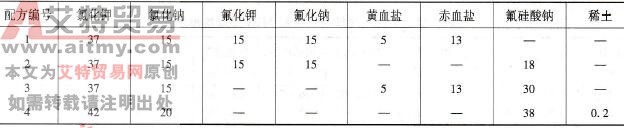
焊条电弧焊常用于铝青铜铸件补焊,与气焊一样,其难点也在于致密氧化膜 Al2O3 的清除,故焊条药皮中必须含有足够的氟化盐和氯化盐。 (1) 焊条选择 铝青铜专用焊条为 ECuAl-C(T237) ,其...
阅读更多
1.选用 (1)主回路触点的额定电流应大于或等于被控设备的额定电流,控制电动机的接触器还应考虑电动机的起动电流。为了防止频繁操作的接触器主触点烧蚀,频繁动作的接触器额定电...
阅读更多
00Cr22Ni5Mo3N 钢又称 HDR 钢,该钢的化学成分和力学性能见表 5-67 、表 5-68 。本例为工作压力 25MPa 的船用高压空气管路,管子规格为:Φ 42mm × 6mm 、Φ 42mm × 4mm 、Φ 28mm × 3.5mm 、Φ 22mm ×...
阅读更多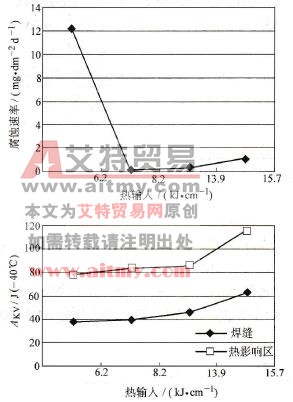
(1) 工况 “西气东输”工程中有 13km 天然气集输管道和 120 亿 m³ 天然气处理厂内部管道需使用该钢,以防止天然气凝结水中 10% 左右氯离子的腐蚀作用,同时满足接头力学性能和低温性...
阅读更多
HT200 车床导轨铸造缺陷补焊 缺陷尺寸 80mm × 100mm × 100mm ,位置如图 6-3 所示。 图 6-3 导轨铸造缺陷示意图 由于缺陷处于边角,拘束度不大,故焊前可不预热,但在缺陷周围须以耐火材料...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




