

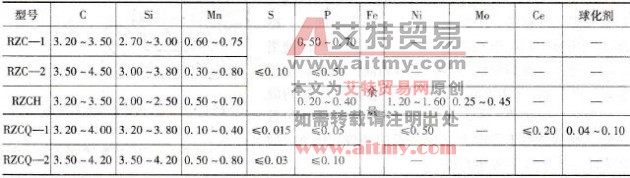
按 GB/T10044-1988 《铸铁焊条及焊丝》标准,铸铁焊丝的型号及化学成分见表 6-1 。铸铁气焊用熔剂牌号为 CJ201 ,其化学成分和特点见表 6-2 ,表 6-3 为除 CJ201 外的几种常用熔剂的参考化学...
阅读更多50t 级 HT200 三用联合冲剪机悬臂断裂补焊:裂纹长达 500mm 。 (1) 对接焊试验 试板尺寸 300mm × 200mm × 16mm 。焊接参数:Φ 1. 0mmH08Mn2SiA (或 ER50-6 )焊丝,直流反接,短路过渡焊补焊,焊接...
阅读更多
按 GB/T10044-1988 《铸铁焊条及焊丝》标准,铸铁焊条有 EZFe-2( Z100 、 Z122Fe) 、 EZV( Z116 、 Z117) 、 EZC( Z208 、 Z248) 、 EZCQ( Z238 、 Z258 、 2268) 、 EZNi-1( Z308) 、 EZNiFe-1( Z408) 、 EZNiFe-2( Z438) 、...
阅读更多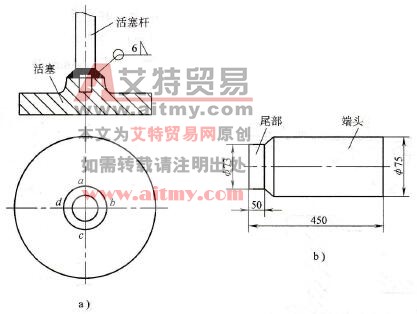
以 HT200 活塞与 Q275 钢活塞杆的 CO2 气体保护焊为例,予以说明。活塞与活塞杆的焊接结构如图 6-9 所示。 图 6-9 活塞与活塞杆的焊接结构 a) 活塞与活塞杆的焊接结构 b )活塞杆的加工尺...
阅读更多
厚度为 35mm HT300 箱体铸造裂纹补焊裂纹位于箱体端角,长×宽 =1620mm × 3mm 。 (1) 焊接材料选择专用焊丝化学成分见表 6-4 ,允许使用 HS402 铸铁焊丝。匹配熔剂为 CJ201 或脱水硼砂。 表 6...
阅读更多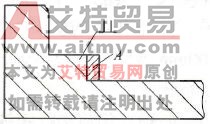
(1) 工况 HT200 液压成形模上镶有 45 钢钢条(见图 6-10 ),尺寸为 350mm × 15mm × 6mm ,如能以焊接取代传统的机械连接,将可取得可观的技术经济效益。 图 6-10 液压成形模横截面示意(...
阅读更多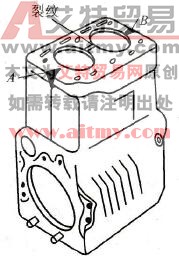
HT200 拖拉机缸筒座孔间壁断裂补焊: (1) 缺陷位置及补焊方法 以加热减应区方法补焊,裂纹及减应区位置如图 6-2 所示。 图 6-2 缸筒裂纹及减应区位置 A 、 B- 减应区位置 (2) 补焊工艺 预...
阅读更多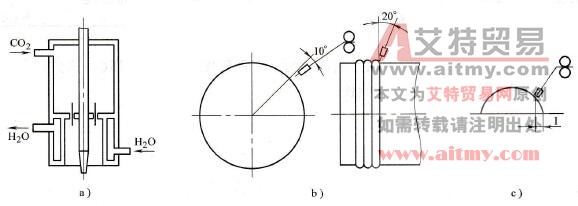
以 HT200 造纸机烘缸堆焊为例。一般烘缸内表面须热喷涂一层致密金属材料,过去使用火焰喷涂,喷涂层易剥离。改用自动 CO2 气体保护焊堆焊后得以改观。 (1) 堆焊试验 试件为Φ 300mm ×...
阅读更多
(1) 工况 白口铸铁轧辊经长期使用后发生表面局部剥离,剥离区域面积 30cm2 ,深 15~25mm 。剥离层化学成分为: w(C)3. 6% , w(Si)0.5% , w(Mn)0.6% , w(S)0.05% , w(P)0.10% ,组织为莱氏体 + 渗碳体...
阅读更多
螺旋式熔断器具有断流能力大、体积小、更换熔断器方便、安全可靠和熔断器熔断后能显示等特点。 螺旋式熔断器的外形及结构如图 6-7所示,它主要由瓷帽、熔管、瓷套、上接线端、...
阅读更多
 室内风扇电机和霍尔元件的检测
室内风扇电机和霍尔元件的检测




