

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介无论是连机方式还是脱机方式,编程器的基本操作方式是相同的。其操作过程都按下面的过程进行:操作前的准备工作方式选择编程监控结束,如图 3-5 所示。 图 3-5 编程操作步骤 操作
无论是连机方式还是脱机方式,编程器的基本操作方式是相同的。其操作过程都按下面的过程进行:操作前的准备→工作方式选择→编程→监控→结束,如图3-5所示。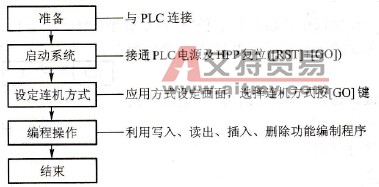 图3-5 编程操作步骤 操作准备:用专用电缆将编程器与PLC相连接。 工作方式选择:接通电源后,通过光标进入连机或脱机,进行功能选择。 编程:先将PLC内部用户存储器的程序全部清除,然后用键盘进行编程。 监控:监视元件的动作状态,对指定元件强制ON/OFF及常数修改。 在连机方式下,编程或监控状态下常用的几种操作方法如下: 1.读出 由存储器读出已经存人的程序。读出方式有根据步序号、指令、元件、指针等四种。在连机方式下,PLC处于RUN状态,需读出指令时,只能根据步序号读出;只有在PLC处于STOP状态时,才可以根据步序号、元件、指针读出。在脱机方式中,无论PLC处于RUN还是STOP状态,所有读出方式都有效。 (1)根据步序号读出 指定步序号,从用户存储器中读出并显示程序。 例:读出步序号为55的程序,其操作步骤如图3-6所示。
图3-5 编程操作步骤 操作准备:用专用电缆将编程器与PLC相连接。 工作方式选择:接通电源后,通过光标进入连机或脱机,进行功能选择。 编程:先将PLC内部用户存储器的程序全部清除,然后用键盘进行编程。 监控:监视元件的动作状态,对指定元件强制ON/OFF及常数修改。 在连机方式下,编程或监控状态下常用的几种操作方法如下: 1.读出 由存储器读出已经存人的程序。读出方式有根据步序号、指令、元件、指针等四种。在连机方式下,PLC处于RUN状态,需读出指令时,只能根据步序号读出;只有在PLC处于STOP状态时,才可以根据步序号、元件、指针读出。在脱机方式中,无论PLC处于RUN还是STOP状态,所有读出方式都有效。 (1)根据步序号读出 指定步序号,从用户存储器中读出并显示程序。 例:读出步序号为55的程序,其操作步骤如图3-6所示。![]() 图3-6 根据步序号读出程序 ①按[ RD/WR]键,选择“R”(读出),按[STEP]键,键入指定的步序号。 ②按[GO]键,执行读出。 (2)根据指令读出 指定指令,从用户存储器中读出并显示程序(PLC处于STOP状态)。 例:要读出指令“PLS M102”,其操作步骤如图3-7所示。
图3-6 根据步序号读出程序 ①按[ RD/WR]键,选择“R”(读出),按[STEP]键,键入指定的步序号。 ②按[GO]键,执行读出。 (2)根据指令读出 指定指令,从用户存储器中读出并显示程序(PLC处于STOP状态)。 例:要读出指令“PLS M102”,其操作步骤如图3-7所示。![]() 图3-7 根据指令读出程序 ①按[ RD/WR]键,选择“R”(读出),键入要读出的指令。 ②按[GO]键,执行读出。 (3)根据指针读出 指定指针,从用户存储器中读出并显示程序(PLC处于STOP状态)。 例:要读出编号为3的指针标号,其操作步骤如图3-8所示。
图3-7 根据指令读出程序 ①按[ RD/WR]键,选择“R”(读出),键入要读出的指令。 ②按[GO]键,执行读出。 (3)根据指针读出 指定指针,从用户存储器中读出并显示程序(PLC处于STOP状态)。 例:要读出编号为3的指针标号,其操作步骤如图3-8所示。![]() 图3-8 根据指针读出程序 ①按[ RD/WR]键,选择“R”(读出),键入要读出的指针标号。 ②按[ GO]键,执行读出。 (4)根据元件读出 指定元件符号和元件号,从用户存储器中读出并显示程序(PLC处于STOP)。 例:要读出Y123,其操作步骤如图3-9所示。
图3-8 根据指针读出程序 ①按[ RD/WR]键,选择“R”(读出),键入要读出的指针标号。 ②按[ GO]键,执行读出。 (4)根据元件读出 指定元件符号和元件号,从用户存储器中读出并显示程序(PLC处于STOP)。 例:要读出Y123,其操作步骤如图3-9所示。 图3-9 根据元件读出程序 ①按[ RD/WR]键,选择“R”(读出),按[SP]键,并键入指定的元件符号和元件号: ②按[GO]键,执行读出。 2.写入 写入操作能进行基本指令、应用指令、元件、标号等输入。 (1)基本指令的输入 基本指令(包括步进指令)有如下三种情况。 ①只有指令符号,不带元件,基本输入操作如图3 - 10(a)所示。 ②有指令和一个元件。基本操作如图3 -10(b)所示。 ③有指令和两个元件。基本操作如图3 -10(c)所示。
图3-9 根据元件读出程序 ①按[ RD/WR]键,选择“R”(读出),按[SP]键,并键入指定的元件符号和元件号: ②按[GO]键,执行读出。 2.写入 写入操作能进行基本指令、应用指令、元件、标号等输入。 (1)基本指令的输入 基本指令(包括步进指令)有如下三种情况。 ①只有指令符号,不带元件,基本输入操作如图3 - 10(a)所示。 ②有指令和一个元件。基本操作如图3 -10(b)所示。 ③有指令和两个元件。基本操作如图3 -10(c)所示。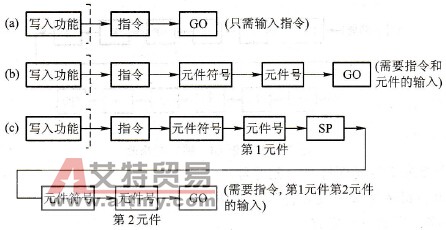 图3-10 写入的基本操作 例:输入“OUT Tl00 K19”,其操作步骤如图3-11所示。
图3-10 写入的基本操作 例:输入“OUT Tl00 K19”,其操作步骤如图3-11所示。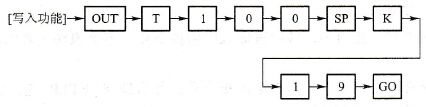 图3-11 写入操作 ①按[RD/WR]键,选择“W”(写入)功能。 ②键人指令及第1元件符号、元件号。 ③按[ SP]键,键人第2号元件符号、元件号。 ④按[GO]键,指令写入完成。 在指令输入过程中,如需对当前的输入进行修改,可在按[GO]之前按[CLEAR]键。 例:输入指令“OUT T0 K10”时,在确认前(按[GO]前),欲将“K10”改为“D9”,其操作步骤如图3-12所示。 ①键入指令及第1元件符号、元件号。 ②按[SP]键,键人第2元件符号、元件号。 ③按1次[ CLEAR]键,取消第2元件。
图3-11 写入操作 ①按[RD/WR]键,选择“W”(写入)功能。 ②键人指令及第1元件符号、元件号。 ③按[ SP]键,键人第2号元件符号、元件号。 ④按[GO]键,指令写入完成。 在指令输入过程中,如需对当前的输入进行修改,可在按[GO]之前按[CLEAR]键。 例:输入指令“OUT T0 K10”时,在确认前(按[GO]前),欲将“K10”改为“D9”,其操作步骤如图3-12所示。 ①键入指令及第1元件符号、元件号。 ②按[SP]键,键人第2元件符号、元件号。 ③按1次[ CLEAR]键,取消第2元件。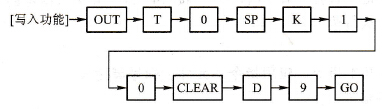 图3-12 修改当前输入 ④键入修改后的第2元件。 ⑤按[GO]键,指令写入完成。 若在按[GO]键后进行上例的修改,其操作步骤如图3-13所示。
图3-12 修改当前输入 ④键入修改后的第2元件。 ⑤按[GO]键,指令写入完成。 若在按[GO]键后进行上例的修改,其操作步骤如图3-13所示。![按[GO]键后的修改](http://www.a766.com/pic/plc/14-48-16-34-1.jpg) 图3-13 按[GO]键后的修改 ①键入指令及第1号元件符号、元件号。 ②按[ SP]键,键入第2号元件符号、元件号。 ③按[GO]键,指令写入完成。 ④将行光标上移到K10的位置上。 ⑤键入修改后的第2元件。 ⑥按[GO]键,指令修改完成。 (2)应用指令的输入 在输入应用指令时,按[ FNC]键后再输入应用指令号。不再像输入基本指令那样,直接使用元件符号键。 输入应用指令有两种方法:①直接输人指令号;②借助于[ HELP]键,在所显示的指令一览表上,检索指令号,再按需要输入。 例:输入“(D) MOV( P) D0 D2”指令,其操作步骤如图3-14所示。
图3-13 按[GO]键后的修改 ①键入指令及第1号元件符号、元件号。 ②按[ SP]键,键入第2号元件符号、元件号。 ③按[GO]键,指令写入完成。 ④将行光标上移到K10的位置上。 ⑤键入修改后的第2元件。 ⑥按[GO]键,指令修改完成。 (2)应用指令的输入 在输入应用指令时,按[ FNC]键后再输入应用指令号。不再像输入基本指令那样,直接使用元件符号键。 输入应用指令有两种方法:①直接输人指令号;②借助于[ HELP]键,在所显示的指令一览表上,检索指令号,再按需要输入。 例:输入“(D) MOV( P) D0 D2”指令,其操作步骤如图3-14所示。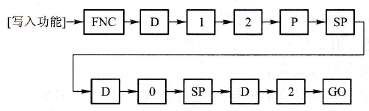 图3-14 应用指令的输入 ①在写入功能下按[ FNC]键。 ②指定32位指令时,在键人指令号之前或之后,按[D]键。 ③键入指令号(若不能确定指令号,可借助于[ HELP]键,检索后继续输入)。 ④在指定脉冲指令时,键入指令号后按[P]键。 ⑤写入元件时,按[ SP]键后,依次键入元件的符号和编号。 ⑥按[GO]键,指令写入完成。 (3)元件的输入 在基本指令和应用指令的输人中,常常要涉及到元件的输入。下面用一个例子进一步说明元件的输入方法。 例:输入“MOV K10 Z D1”指令,其操作步骤如图3-15所示。
图3-14 应用指令的输入 ①在写入功能下按[ FNC]键。 ②指定32位指令时,在键人指令号之前或之后,按[D]键。 ③键入指令号(若不能确定指令号,可借助于[ HELP]键,检索后继续输入)。 ④在指定脉冲指令时,键入指令号后按[P]键。 ⑤写入元件时,按[ SP]键后,依次键入元件的符号和编号。 ⑥按[GO]键,指令写入完成。 (3)元件的输入 在基本指令和应用指令的输人中,常常要涉及到元件的输入。下面用一个例子进一步说明元件的输入方法。 例:输入“MOV K10 Z D1”指令,其操作步骤如图3-15所示。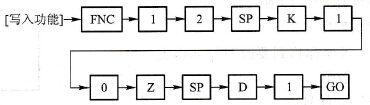 图3-15 元件的输入操作 ①根据写入操作,输入指令或指令号。 ②必要时要进行位数的指定。K1~K4用于16位指令,K1~K8用于32位指令,K1表示4个二进制位。 ③键入元件符号。 ④键入元件号(变址寄存器Z、V附加在元件键号上一起使用)。 ⑤按[GO]键,元件写入完成。 (4)标号的输入 在程序中的P(指针)、I(中断指针)作为标号使用时,其输入方法和指令相同。例:写入标号3,其操作步骤如图3 -16所示。
图3-15 元件的输入操作 ①根据写入操作,输入指令或指令号。 ②必要时要进行位数的指定。K1~K4用于16位指令,K1~K8用于32位指令,K1表示4个二进制位。 ③键入元件符号。 ④键入元件号(变址寄存器Z、V附加在元件键号上一起使用)。 ⑤按[GO]键,元件写入完成。 (4)标号的输入 在程序中的P(指针)、I(中断指针)作为标号使用时,其输入方法和指令相同。例:写入标号3,其操作步骤如图3 -16所示。![]() 图3-16 标号的输入操作 ①按[P]键(指针)或[I](中断指针),键入标号。 ②按[ GO]键,写入指针或中断指针完成。 (5)程序改写 即在指定的步序上改写指令。 例:在100步序上写入指令“OUT T50 K123”,其操作步骤如图3-17所示。
图3-16 标号的输入操作 ①按[P]键(指针)或[I](中断指针),键入标号。 ②按[ GO]键,写入指针或中断指针完成。 (5)程序改写 即在指定的步序上改写指令。 例:在100步序上写入指令“OUT T50 K123”,其操作步骤如图3-17所示。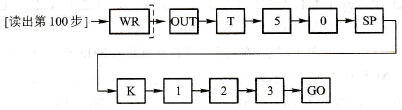 图3-17 在指定的步序上改写指令 ①根据步序号读出程序。 ②按[WR]键后,依次键入指令、元件符号、元件号。 ③按[SP]键,键入第2元件符号、元件号。 ④按[GO]键,程序改写完成。 如需再改写读出步数附近的指令,将光标直接移到指定处,重复上述操作即可。 有时只需改写指令的操作数,操作可参照下例进行。将第100步的MOVP指令的元件“K2X1”改为“K1X0”,其操作步骤如图3-18所示。
图3-17 在指定的步序上改写指令 ①根据步序号读出程序。 ②按[WR]键后,依次键入指令、元件符号、元件号。 ③按[SP]键,键入第2元件符号、元件号。 ④按[GO]键,程序改写完成。 如需再改写读出步数附近的指令,将光标直接移到指定处,重复上述操作即可。 有时只需改写指令的操作数,操作可参照下例进行。将第100步的MOVP指令的元件“K2X1”改为“K1X0”,其操作步骤如图3-18所示。![]() 图3-18 改写指令操作数的操作步骤 改写操作数的显示如图3-19所示。
图3-18 改写指令操作数的操作步骤 改写操作数的显示如图3-19所示。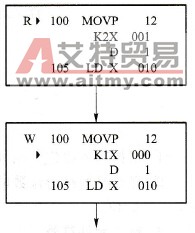
图3-19 改写操作数的显示 ①根据步序号读出程序。 ②按[WR]键后,将光标移到要改写的元件上。 ③按[K]键,键人数值。 ④键入元件符号、元件号。 ⑤按[GO]键,插入完成。 ⑥在指定范围内,将“NOP”成批写入的基本操作如图3-20所示。 例:在1014步到1024步范围内成批写入NOP,其操作步骤如图3-21所示。 ①在“W”状态下,将光标移至起始步。 ②依次键入NOP、K、终止步序号。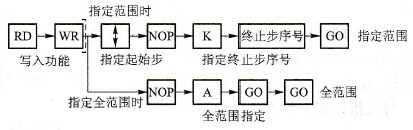 图3-20 NOP成批写入的基本操作
图3-20 NOP成批写入的基本操作![]() 图3-21 在指定范围内成批写入NOP ③按[GO]键,NOP成批写入完成。 成批写入NOP的显示如图3-22所示。 注意:写入“NOP”后,原步序号处的程序被删除。全部写入“NOP”意味着所有程序都被删除。 3.插入 插入操作是在读出程序后,在指定位置上插入指令或指针。 在200步前插入指令“AND M5”的操作步骤如图3-23所示。 ①读出插入点的程序,按[ INS]键。 ②键入指令,元件符号、元件号(或指针号)。 ③按[GO]键,插入完成。 注意:无步序号的行不能插入。 4.删除 删除可分为逐条删除、指定范围删除和NOP的成批删除。 (1)逐条删除 读出程序,逐条删除用光标指定的指令或指针。 例:删除第100步的“AND”指令,其操作步骤如图3-24所示。
图3-21 在指定范围内成批写入NOP ③按[GO]键,NOP成批写入完成。 成批写入NOP的显示如图3-22所示。 注意:写入“NOP”后,原步序号处的程序被删除。全部写入“NOP”意味着所有程序都被删除。 3.插入 插入操作是在读出程序后,在指定位置上插入指令或指针。 在200步前插入指令“AND M5”的操作步骤如图3-23所示。 ①读出插入点的程序,按[ INS]键。 ②键入指令,元件符号、元件号(或指针号)。 ③按[GO]键,插入完成。 注意:无步序号的行不能插入。 4.删除 删除可分为逐条删除、指定范围删除和NOP的成批删除。 (1)逐条删除 读出程序,逐条删除用光标指定的指令或指针。 例:删除第100步的“AND”指令,其操作步骤如图3-24所示。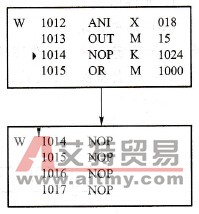 图3-22 成批写入NOP的显示
图3-22 成批写入NOP的显示![]() 图3-23 插入操作
图3-23 插入操作![]() 图3-24 删除一条指令的操作 ①读出要删除的程序,按[INS/DEL]键,显示“D”。 ②按[GO]键,删除操作完成,该程序步以后的步序号自动前移。 (2)在指定范围内的删除 即从指定的起始步到终止步之间的程序成批删除,其操作步骤如图3 -25所示。 (3)成批删除 即把程序中所有的“NOP”都删除掉,其操作步骤如图3-26所示。
图3-24 删除一条指令的操作 ①读出要删除的程序,按[INS/DEL]键,显示“D”。 ②按[GO]键,删除操作完成,该程序步以后的步序号自动前移。 (2)在指定范围内的删除 即从指定的起始步到终止步之间的程序成批删除,其操作步骤如图3 -25所示。 (3)成批删除 即把程序中所有的“NOP”都删除掉,其操作步骤如图3-26所示。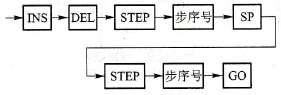 图3-25 指定范围删除的基本操作
图3-25 指定范围删除的基本操作![]() 图3-26 NOP的成批删除
图3-26 NOP的成批删除

 PLC编程的基本规则
PLC编程的基本规则





