

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介在了解了顺序功能流程图的组成要素的基础上,下面举例说明如何构建一个顺序功能流程图。 如图 5-7 所示,初始状态时剪板机的压钳和剪刀在上限位置, LS0 和 LS1 接通。按下启动按钮
在了解了顺序功能流程图的组成要素的基础上,下面举例说明如何构建一个顺序功能流程图。 如图5-7所示,初始状态时剪板机的压钳和剪刀在上限位置,LS0和LS1接通。按下启动按钮SB0后,工作过程如下。 首先板料右行(Q0接通)至LS3接通,然后压钳下行(Q1接通并保持)。压紧板料后,压力继电器PR0接通,压钳保持压紧,剪刀开始下行(Q2接通)。剪断板料后,LS5接通,压钳和剪刀同时上行(Q3和Q4接通,Q1断开),当碰到LS0和LS1后分别停止上行。均停止后,又开始下一周期的工作。剪完10块料后停止工作并停在初始状态。 首先确定系统的输出状态的变化,划分好系统的步。 输出如下。 ◇ Q0:控制板料右行。 ◇ Q1:控制压钳下行。 ◇ Q2:控制剪刀下行。 ◇ Q3:控制压钳上行。 ◇ Q4:控制剪刀上行。 其时序图如图5-8所示。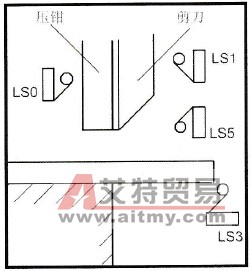 图5-7 剪板机工作图
图5-7 剪板机工作图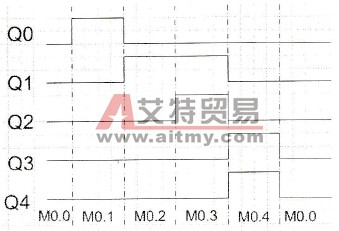 图5-8 系统工作时序图 根据输出状态的变化,把系统工作过程划分为若干步,即M0.0、M0.1、M0.2、M0.3和M0.4。 ◇ 转换:SB0、LS0、LS1、LS3、PRO、LS5、T1实现了各步的顺序转换。 ◇ 路径选择:可按顺序控制路径进行功能图的排列。 其顺序功能流程图如图5-9所示。
图5-8 系统工作时序图 根据输出状态的变化,把系统工作过程划分为若干步,即M0.0、M0.1、M0.2、M0.3和M0.4。 ◇ 转换:SB0、LS0、LS1、LS3、PRO、LS5、T1实现了各步的顺序转换。 ◇ 路径选择:可按顺序控制路径进行功能图的排列。 其顺序功能流程图如图5-9所示。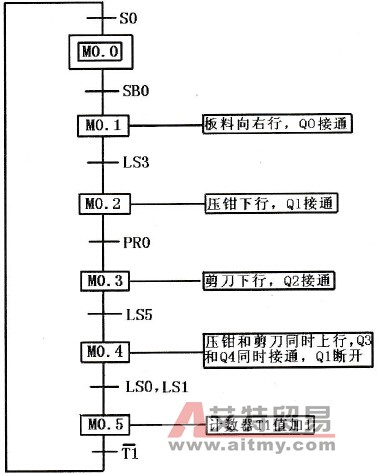 图5-9 顺序功能流程图
图5-9 顺序功能流程图
在机器人控制系统中,控制过程比较复杂;但对于某些具体的工业运用,可采取比较简单的控制方式,即继电器逻辑控制。 由于PLC的通用性、灵活性强,可靠性高,抗干扰性强,编程简单容易,易于扩展安装调试,并且所占体积非常小,因而广泛应用于工业控制。 下面再以工业机械手的抓取、搬运物体为例,进一步介绍PLC的顺序功能流程图的构建与编程。 此系统由3大部分组成,分别是机械手、载入传送带、载出传送带。 当载入传送带中的检测传感器I2.1检测到没有物体时,即I2.1为0,驱动电机Q1.1动作并延时5s后停JE,使物体载入到指定位置;当载出传送带中的检测传感器I2.2检测到有物体时,即I2.2为1,驱动电机Q1.2动作并延时6s后停止,使物体载出到指定位置;机械手实现物体由载入传送带到载出传送带的搬运。 机械手的工作过程如下:开始时,机械手处于初始状态,当检测到载入传送带中有物体时,在缸2下行驱动的作用下,下臂开始下行到行程开关I1.4处,手抓闭合,并延时4s;随后下臂卜行到行程开关I1.3处,当检测到载出传送带没有物体时,缸1左行驱动Q1.3开始动作,使上臂运动到I1.2处,随后下臂开始下行到行程开关I1.6处,手抓松开,并延时3s;最后,在上行驱动和右行驱动的作用下,机械手回到原来的初始位置待命,如图5-10所示。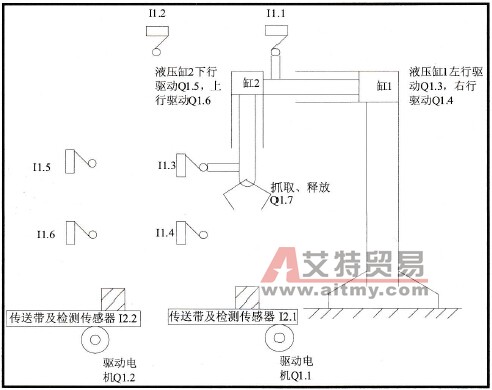 图5-10 机械手工作图 首先,画出系统的输入输出列表,如表5-1所示。 表5-1 输入输出列表
图5-10 机械手工作图 首先,画出系统的输入输出列表,如表5-1所示。 表5-1 输入输出列表 其次,根据系统的工作过程,画出其顺序功能流程图,如图5-11所示。
其次,根据系统的工作过程,画出其顺序功能流程图,如图5-11所示。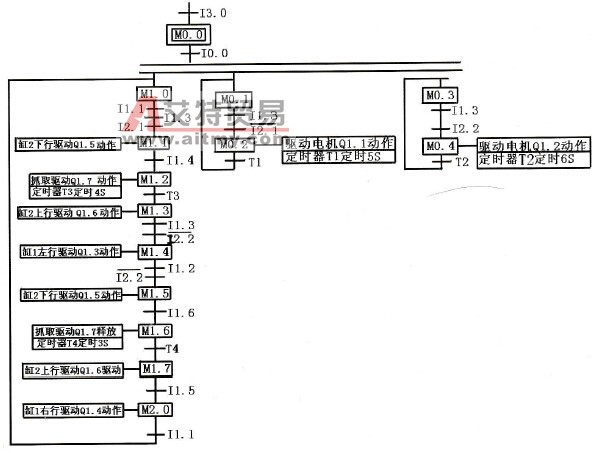 图5-11 机器手顺序功能流程图 最后,根据所画的顺序功能流程图编制程序,具体程序实现由下面14个程序段完成。 (1)程序段1
图5-11 机器手顺序功能流程图 最后,根据所画的顺序功能流程图编制程序,具体程序实现由下面14个程序段完成。 (1)程序段1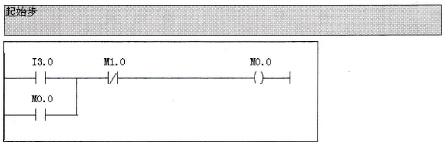 (2)程序段2
(2)程序段2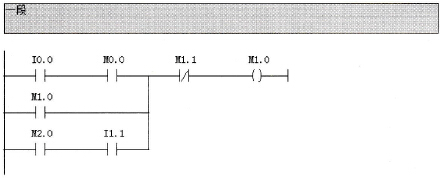 (3)程序段3
(3)程序段3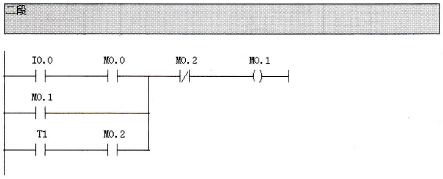 (4)程序段4
(4)程序段4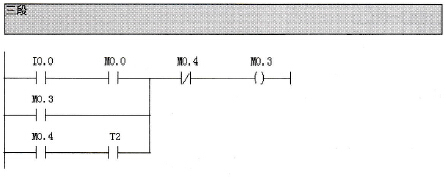 (1)程序段5
(1)程序段5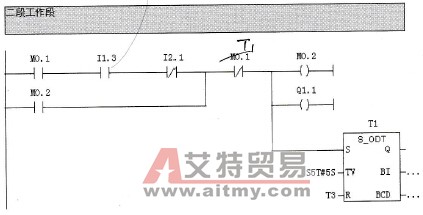 (2)程序段6
(2)程序段6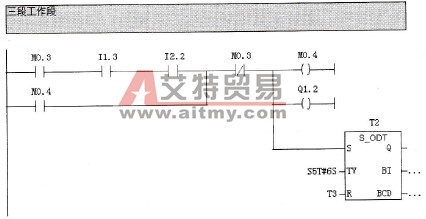 (3)程序段7
(3)程序段7 (4)程序段8
(4)程序段8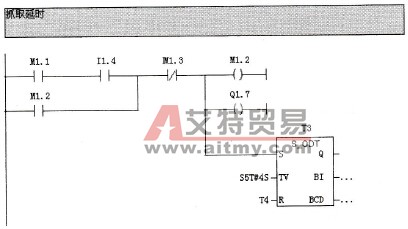 (1)程序段9
(1)程序段9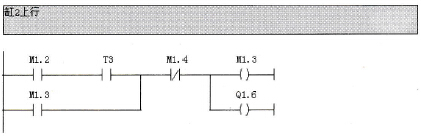 (2)程序段10
(2)程序段10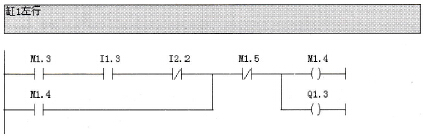 (3)程序段11
(3)程序段11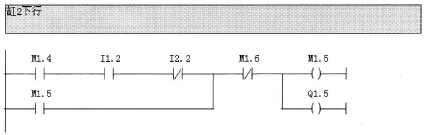 (4)程序段12
(4)程序段12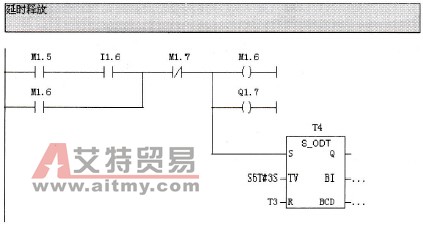 (3)程序段13
(3)程序段13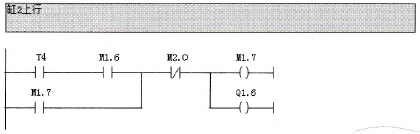 (4)程序段14
(4)程序段14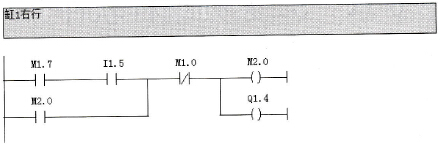

 PLC编程的基本规则
PLC编程的基本规则





