

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介1.控制内容与要求 一台由电动机拖动的自动往复微型加工设备对工件的加工过程是:启动后,电动机正向转动,5s后电动机反向转动,5s后电动机又正向转动如此正转、反转反复运行
1.控制内容与要求 一台由电动机拖动的自动往复微型加工设备对工件的加工过程是:启动后,电动机正向转动,5s后电动机反向转动,5s后电动机又正向转动……如此正转、反转反复运行3次自动停机。要求: 1)用动合按钮作启动控制。 2)用动断按钮作急停控制。 3)用热继电器动断触点对电动机设过载保护。当电动机发生过载时,动断触点断开,电动机停止运行,当前状态与数据全部复位清零。过载消除后,动断触点复位,按启动按钮后重新运行。 4)设置复位按钮。急停后如要重新开始运行,可按复位按钮复位清零。 2.PLC的I/O分配与接线 PLC的I/O分配见表4-16。 表4-16 PLC的I/O分配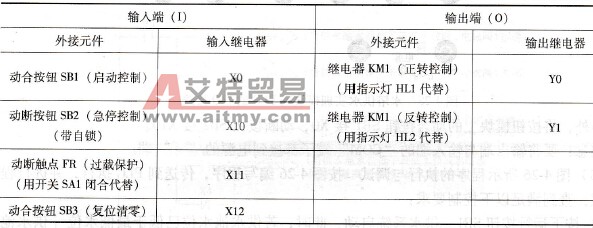 按图4-29进行电动机正反转自动控制的PLC的I/O接线。
按图4-29进行电动机正反转自动控制的PLC的I/O接线。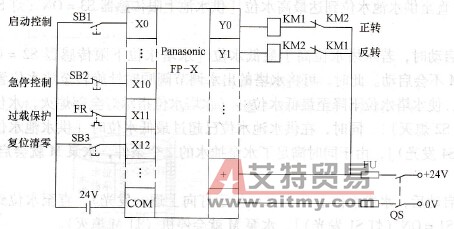 图4-29 电动机正反转自动控制的PLC的I/O接线
图4-29 电动机正反转自动控制的PLC的I/O接线 3.程序编写的思路 1)由于电动机正反转是由2个继电器分别控制的,可用2个设定值为5s的定时器设定正反转时间,并用定时器的触点作正转与反转的切换控制。 2)用计数器作电动机往复运行3次的控制,注意计数器应由设定反转时间的定时器触点驱动,以保证正反转都运行3次才停机。 3)为了保证电动机往复运行3次自动停机后能再次启动,计数器动作时,其触点应同时将运行状态与数据元件(包括计数器本身)复位清零。 4)在过载保护触点动作时,要同时将运行状态与数据元件复位清零。由于过载保护使用动断触点,所以正常运行时,要保证控制复位清零的过载触点处于断开状态。 5)为了保证正反转继电器不会同时闭合造成短路,程序中对2个输出执行元件要作软联锁保护。 4.PLC程序的编写 电动机正反转自动控制的梯形图程序(供参考)如图4-30所示。
3.程序编写的思路 1)由于电动机正反转是由2个继电器分别控制的,可用2个设定值为5s的定时器设定正反转时间,并用定时器的触点作正转与反转的切换控制。 2)用计数器作电动机往复运行3次的控制,注意计数器应由设定反转时间的定时器触点驱动,以保证正反转都运行3次才停机。 3)为了保证电动机往复运行3次自动停机后能再次启动,计数器动作时,其触点应同时将运行状态与数据元件(包括计数器本身)复位清零。 4)在过载保护触点动作时,要同时将运行状态与数据元件复位清零。由于过载保护使用动断触点,所以正常运行时,要保证控制复位清零的过载触点处于断开状态。 5)为了保证正反转继电器不会同时闭合造成短路,程序中对2个输出执行元件要作软联锁保护。 4.PLC程序的编写 电动机正反转自动控制的梯形图程序(供参考)如图4-30所示。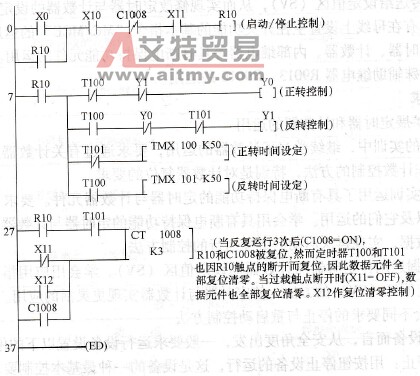 图4-30 电机正反转自动控制的梯形图程序 5.程序的执行与调试 用开关SA1代替热继电器触点。用2个指示灯分别替代继电器,接PLC输出端的Y0与Y1。 将图4-30所示程序编写后传送到PLC执行,程序调试后应达到以下效果:将开关SA1闭合(表示已投入了过载保护)。 (1)正常运行。按下启动按钮SB1,灯1发光5s,熄灭后灯2发光5s,反复进行3次后自动熄灭(表示电动机自动停机)。 (2)急停控制。运行中按下停止按钮SB2,灯熄灭(表示电动机停止运行),按SB1再次启动,程序在停止时的状态上继续运行。若停止后要重新开始运行,可先按复位清零按钮SB3后再启动。 (3)过载动作。将开关SA1断开,灯熄灭,可按SB1启动重新开始运行。
图4-30 电机正反转自动控制的梯形图程序 5.程序的执行与调试 用开关SA1代替热继电器触点。用2个指示灯分别替代继电器,接PLC输出端的Y0与Y1。 将图4-30所示程序编写后传送到PLC执行,程序调试后应达到以下效果:将开关SA1闭合(表示已投入了过载保护)。 (1)正常运行。按下启动按钮SB1,灯1发光5s,熄灭后灯2发光5s,反复进行3次后自动熄灭(表示电动机自动停机)。 (2)急停控制。运行中按下停止按钮SB2,灯熄灭(表示电动机停止运行),按SB1再次启动,程序在停止时的状态上继续运行。若停止后要重新开始运行,可先按复位清零按钮SB3后再启动。 (3)过载动作。将开关SA1断开,灯熄灭,可按SB1启动重新开始运行。

 PLC编程的基本规则
PLC编程的基本规则





