

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介(1) 回原点指令的助记符、指令代码、操作数及程序步如表 6- 126 所列。 表 6 - 126 回原点指令 (2) 指令梯形图如图 6- 196 所示。 图 6 196 回原点指令梯形图 (3) 指令说明: ①当 PLC 执行 FN
(1)回原点指令的助记符、指令代码、操作数及程序步如表6- 126所列。
表6 - 126 回原点指令

(2)指令梯形图如图6- 196所示。

图6 – 196 回原点指令梯形图
(3)指令说明:
①当PLC执行FNC158(DRVI)和FNC159(DRNA)指令使机器运动时,当前位置值会增加或减少,但PLC都可以“记住”这些值,因而也就知道机器的当前位置。但当PLC断电时这些数据就丢失了。要对付这种情况,机器启动时必须执行回原点操作,以校准机械的原点。
②指令中各操作数的含义如下:
·[S1]指定回原点速度,16bit指令时为10Hz - 32767Hz,32bit指令时为10Hz-100kHz;
·[S2]指定爬行速度,接近点(DOG)信号ON后的低速,10Hz - 32767Hz;
·[S3]接近点信号,(常开接点)最好用X,以免受扫描周期影响加大原点误差;
·[D]脉冲输出点,仅限于Y000与Y001。必须用晶体管输出单元。
③若在执行FNC156(ZRN)指令之前使M8140置“1”,可使PLC在回原点操作完成后向伺服放大器输出清“0”信号,相应清“0”信号输出点如下:
·脉冲输出为Y000时,清“0”输出为Y002;脉冲输出为Y001时,清“0”输出Y003;
·清“0”信号必须以漏型晶体管输出,负载能力大于200mA(也适用于FNC157、FNC158)。
④若配用三菱公司的MR-H和MR - 2J型伺服放大器,则停电时机械可保持其当前位置,而且可用FNC155((D)ABS)读取机械的绝对位置,所以只需在首次启动时执行回原点操作,以后即使断电后再启动也不必回原点。因为不具备DOC搜索功能,所以回原点前机械必须在DOC前方位置。
图6 – 197 是回原点指令执行情况说明。
⑤回原点动作顺序如图6 - 198所示。
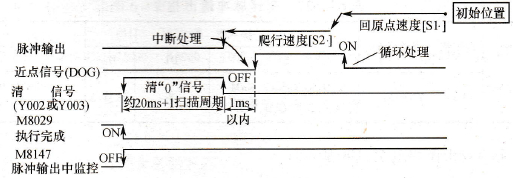
图6-197 回原点指令执行情况

图6-198 回原点动作顺序
·驱动本指令后,以回原点速度[S1]开始移动。在原点回归过程中,若驱动指令的接点变为OFF状态,机械将不经减速而立即停止。驱动指令接点变为OFF后,在脉冲输出中监控( Y000:M8147,Y001: M8148)处于ON时,将不接受指令的再次驱动。
·当近点信号(DOG)由OFF变为ON时,减速至爬行速度[S2];
·当近点信号(DOG)由ON变为OFF时,在停止脉冲输出的同时,向当前值寄存器( Y000:[ D8141,D8140],Y001:[ D8143,D8142])中写入“0”。此时若M8140(清“0”信号输出功能)ON,则同时输出清“0”信号。随后,当执行完成标志(M8029)动作的同时,脉冲输出中监控(Y000 [M8147],Y001:[ M8148])变为OFF。
相关软元件:
·[D8141(高位),D8140(低位)]:Y000输出的当前值寄存器(32位);
·[D8143(高位),D8142(低位)]:Y001输出的当前值寄存器(32位);
·[M8145]:Y000脉冲输出停止(立即停止);
·[M8146]:Y001脉冲输出停止(立即停止);
·[M8147]:Y000脉冲输出中监控(BUSY/READY);
·[M8148]:Y001脉冲输出中监控(BUSY/READY)。

 PLC编程的基本规则
PLC编程的基本规则





