

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介1 包装机械工艺分析 如图 10-20 所示,结合啤酒自动装箱机的工艺流程,先概要地叙述啤酒自动装箱机的工作原理。在工艺的初始阶段,该流程是由两条工艺分支同时分别进行工作的。一
1 包装机械工艺分析 如图10-20所示,结合啤酒自动装箱机的工艺流程,先概要地叙述啤酒自动装箱机的工作原理。在工艺的初始阶段,该流程是由两条工艺分支同时分别进行工作的。一条是啤酒的输送,包括了啤酒的进瓶、分瓶和赶瓶。其作用是将连续输送的啤酒通过分瓶排列成三排,每排四瓶,共十二瓶的集体单元,为后面的装箱流程做准备,再由赶瓶伺服将排列整齐的啤酒输送到进行包装工艺的工作区间。另一条就是纸板的输送,纸板从摩擦式纸板仓出来,经过1区、2区和3区输送电机的传送,由升降电机和吸盘将其送到轧辊电机,轧辊电机轧辊向外传送,再通过爬坡伺服将其送到包装的工作区间。这个工作区间便是两条工艺支流的汇合点,在包装工作区间里,通过准确的定位将排列整齐的啤酒和纸板整合在一起(纸板在下方,啤酒位于纸板上方的相应位置),经由折箱伺服和折页伺服将纸板折合成型,并且将啤酒包装在箱子里面,然后由喷胶伺服上胶,再由压箱伺服将纸箱固定好,至此便完成了整个工艺流程,可以将成品送往下个工作车间进行装载和配送。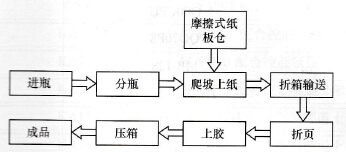 图10-20 啤酒自动装箱工艺流程图 2 控制需求分析 基于上述的工艺流程分析,系统的控制点数和位置可以概括为以下几点。 (1)电气控制 ①电机控制:1区输送电机、真空泵、胶机、2区输送电机、链条输送电机、3区输送电机和振瓶电机。 ②电磁阀控制:长汽缸、吸板、吸盘、链道、喷胶和轧辊等。 (2)伺服控制点 ①分瓶伺服控制; ②赶瓶伺服控制; ③吸纸伺服控制; ④爬坡伺服控制; ⑤折箱伺服控制; ⑥折页伺服控制; ⑦压箱伺服控制。 (3)变频控制 ①进瓶电机变频控制; ②上纸升降电机变频控制; ③轧辊电机变频控制; ④上纸过渡升降电机变频控制。 3 系统构成设计 根据设计方案所要求的器件,选用如表10-4所示的产品来构成啤酒自动装箱机控制系统。 表10-4 选用的FA产品列表
图10-20 啤酒自动装箱工艺流程图 2 控制需求分析 基于上述的工艺流程分析,系统的控制点数和位置可以概括为以下几点。 (1)电气控制 ①电机控制:1区输送电机、真空泵、胶机、2区输送电机、链条输送电机、3区输送电机和振瓶电机。 ②电磁阀控制:长汽缸、吸板、吸盘、链道、喷胶和轧辊等。 (2)伺服控制点 ①分瓶伺服控制; ②赶瓶伺服控制; ③吸纸伺服控制; ④爬坡伺服控制; ⑤折箱伺服控制; ⑥折页伺服控制; ⑦压箱伺服控制。 (3)变频控制 ①进瓶电机变频控制; ②上纸升降电机变频控制; ③轧辊电机变频控制; ④上纸过渡升降电机变频控制。 3 系统构成设计 根据设计方案所要求的器件,选用如表10-4所示的产品来构成啤酒自动装箱机控制系统。 表10-4 选用的FA产品列表 图10-21所示为选用的控制部件安装在基板上的系统连接图。其安装顺序为:电源模块-PLC CPU-QD70P8-输入模块一输出模块-CC-Link网络模块。
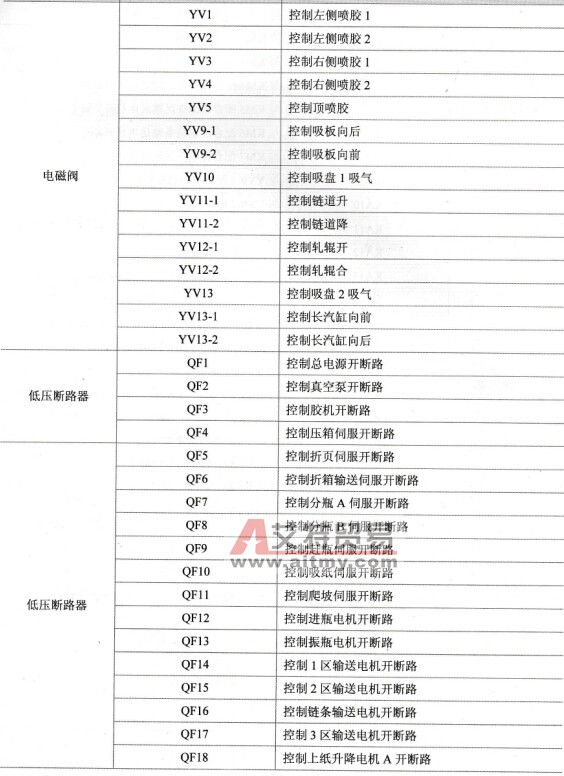
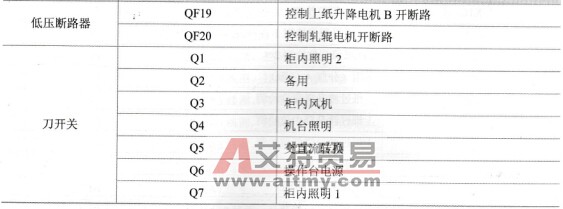
图10-21所示为选用的控制部件安装在基板上的系统连接图。其安装顺序为:电源模块-PLC CPU-QD70P8-输入模块一输出模块-CC-Link网络模块。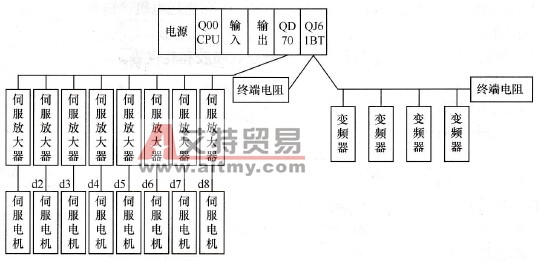 图10-21 伺服控制系统结构组成图 由于啤酒自动装箱机是实际的工厂应用项目,它所使用的电压为三相交流380V/50Hz的工业用电电压,为了保护电机的安全使用和实现电气控制的目的,电气设备如继电器、接触器、电磁阀、低压断路器和刀开关等的配合使用是必需的。如表10-5所示是选用的电气设备列表及其功能解说(具体的电气接线图请参考啤酒自动装箱的电气原理图)。 表10-5 电气设备列表
图10-21 伺服控制系统结构组成图 由于啤酒自动装箱机是实际的工厂应用项目,它所使用的电压为三相交流380V/50Hz的工业用电电压,为了保护电机的安全使用和实现电气控制的目的,电气设备如继电器、接触器、电磁阀、低压断路器和刀开关等的配合使用是必需的。如表10-5所示是选用的电气设备列表及其功能解说(具体的电气接线图请参考啤酒自动装箱的电气原理图)。 表10-5 电气设备列表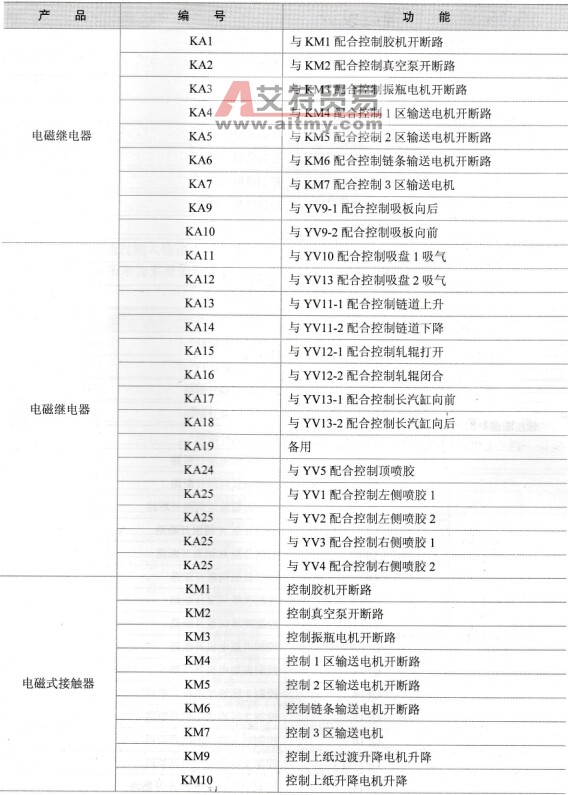
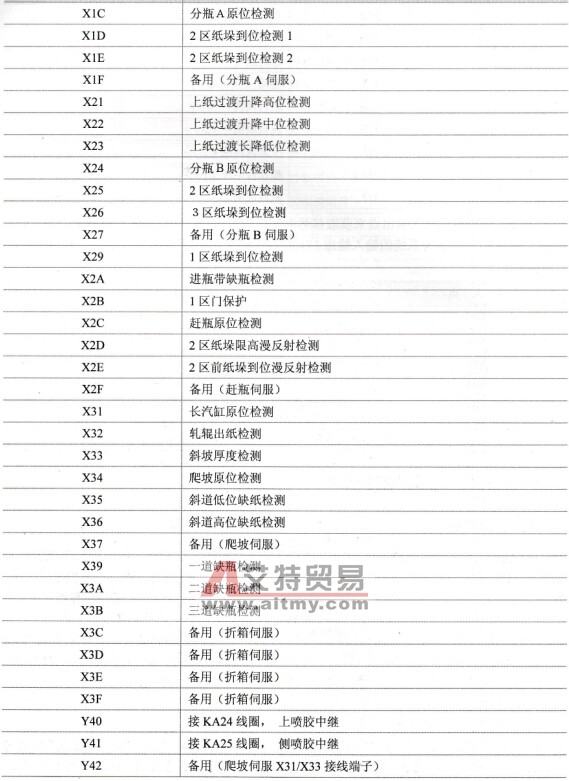
 Q CPU模块通过输入输出点来获取信号和发送控制信号,从而实现系统伺服控制和电气控制。如表10-6所示为系统的输入输出I/O点的分配表。 表10-6 输入输出分配表
Q CPU模块通过输入输出点来获取信号和发送控制信号,从而实现系统伺服控制和电气控制。如表10-6所示为系统的输入输出I/O点的分配表。 表10-6 输入输出分配表
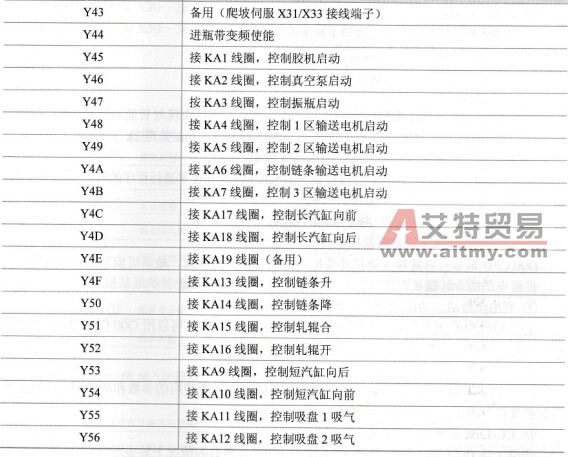 4 单元模块设计 1.主控部分 基本型Q CPU是以小规模系统为对象的,最适合于简单而又紧凑的控制系统。所支持的最大I/O点数为1 024点,软元件的存储器约为19k字,且允许软元件在16k字范围内任意分配,Q00 CPU还可将32k字的文件寄存器存入内置的标准RAM中。基本型Q CPU内部都含有闪存ROM,所以能在不使用存储卡的情况下对ROM进行操作。可以使用梯形图、语句表、ST(结构化文本,类高级语言)、SFC、FB等5种编程语言对基本型Q CPU进行编程。除了Q00J为CPU、电源和主基板(可带32点输入输出)一体的以外,Q00/Q01都为独立的CPU模块。Q00/Q01 CPU内置串行通信功能,CPU的RS-232接口能与使用MC通信协议的外部设备进行通信。 (1)基本特点 ①可以控制多点输入输出 Q00 CPU支持1 024点X/Y0~3FF作为CC-Link的远程输入输出,MELSECNET/H的通信输入输出LX/ LY的刷新可以使用的输入输出软元件点数,最多支持2 048点X/Y0~7FF。 ②根据程序容量的调节 Q00 CPU具有8k步的程序容量。 ③实现高速处理 LD指令LD X0的处理速度为如下所示的数值。 Q00J CPU 0.20μs Q00 CPU 0.16μs Q01 CPU 0.10μs 此外利用MELSEC Q系列用的基板的高速系统总线可以实现对智能功能模块,存取和网络通信刷新的高速化,MELSECNET/H通信刷新速率为每2.2ms处理2k字。 ④通过和GX开发器的高速通信提高调试效率 基本型Q CPU的RS-232接口可以以最大115.2kbit/s的高速率进行程序的写入/读出或监视。 ⑤通过小型化节省空间尺寸 基本型Q CPU的安装面是AnS系列的60%。 ⑥最多可以连接4级扩展基板 Q00 CPU最多可以连接4级扩展基板,包括主基板为5级,最多可安装24个模块。 扩展电缆的合计延长距离最长为13.2m,可以高度灵活地配置扩展基板。 ⑦利用串行通信功能和个人计算机显示器进行通信 采用MELSEC通信协议(以下简称MC协议实现通信),可以用Q00 CPU的RS-232接口和个人计算机显示器连接。 ⑧内置标准ROM 通过将闪存ROM作为标准配置用以存储ROM运行所使用的参数和顺控程序重要的程序保护变得容易了。 ⑨CC-Link系统的操作简单 使用1块CC-Link系统的主控模块时可以在没有参数的情况下最多对32个远程输入/输出站的输入输出信号进行控制。 ⑩利用文件口令防止非法存取 利用文件口令设置程序的存取级别读保护/写保护,防止因不正当存取而引起程序的改变。 (2)功能解说 Q00 CPU作为整个控制系统的主控部件,是连接各个智能模块的中心枢纽。在Q00 CPU的存储器里面储存着控制所必要的系统基本参数、网络参数和顺控程序等,当接通Q CPU电源或者复位CPU时,Q CPU便将这些参数和程序传送到相应的智能模块中去,初始化设置这些模块,使它们和CPU模块建立通信连接,便于模块功能的实现。Q CPU还通过输入输出模块接收和发送控制信号。检测装置输送过来的信号,由CPU进行必要的逻辑运算后转化为控制信号,有的通过输出模块向外部输出控制线圈的通断,有的则通过CPU向智能模块传送控制信号,作为智能模块定位启动的判断条件,控制智能模块的伺服启动。这样,Q CPU在输入输出模块的配合下,运行根据工艺要求编写的顺控程序,总揽整个控制过程,引导控制流程一步步地按照工艺要求进行。 (3)Q CPU的输入输出连接 Q CPU所需要的控制信息都是从检测装置检测后发送到输入模块得来的,如图10-22所示为检测信号和输入信号的连接图。 图10-22 (a)为X00~0F输入连接图。 图10-22 (b)为X10~1F输入连接图。 图10-22 (c)为X20~2F输入连接图。 图10-22 (d)为X30~3F输入连接图。
4 单元模块设计 1.主控部分 基本型Q CPU是以小规模系统为对象的,最适合于简单而又紧凑的控制系统。所支持的最大I/O点数为1 024点,软元件的存储器约为19k字,且允许软元件在16k字范围内任意分配,Q00 CPU还可将32k字的文件寄存器存入内置的标准RAM中。基本型Q CPU内部都含有闪存ROM,所以能在不使用存储卡的情况下对ROM进行操作。可以使用梯形图、语句表、ST(结构化文本,类高级语言)、SFC、FB等5种编程语言对基本型Q CPU进行编程。除了Q00J为CPU、电源和主基板(可带32点输入输出)一体的以外,Q00/Q01都为独立的CPU模块。Q00/Q01 CPU内置串行通信功能,CPU的RS-232接口能与使用MC通信协议的外部设备进行通信。 (1)基本特点 ①可以控制多点输入输出 Q00 CPU支持1 024点X/Y0~3FF作为CC-Link的远程输入输出,MELSECNET/H的通信输入输出LX/ LY的刷新可以使用的输入输出软元件点数,最多支持2 048点X/Y0~7FF。 ②根据程序容量的调节 Q00 CPU具有8k步的程序容量。 ③实现高速处理 LD指令LD X0的处理速度为如下所示的数值。 Q00J CPU 0.20μs Q00 CPU 0.16μs Q01 CPU 0.10μs 此外利用MELSEC Q系列用的基板的高速系统总线可以实现对智能功能模块,存取和网络通信刷新的高速化,MELSECNET/H通信刷新速率为每2.2ms处理2k字。 ④通过和GX开发器的高速通信提高调试效率 基本型Q CPU的RS-232接口可以以最大115.2kbit/s的高速率进行程序的写入/读出或监视。 ⑤通过小型化节省空间尺寸 基本型Q CPU的安装面是AnS系列的60%。 ⑥最多可以连接4级扩展基板 Q00 CPU最多可以连接4级扩展基板,包括主基板为5级,最多可安装24个模块。 扩展电缆的合计延长距离最长为13.2m,可以高度灵活地配置扩展基板。 ⑦利用串行通信功能和个人计算机显示器进行通信 采用MELSEC通信协议(以下简称MC协议实现通信),可以用Q00 CPU的RS-232接口和个人计算机显示器连接。 ⑧内置标准ROM 通过将闪存ROM作为标准配置用以存储ROM运行所使用的参数和顺控程序重要的程序保护变得容易了。 ⑨CC-Link系统的操作简单 使用1块CC-Link系统的主控模块时可以在没有参数的情况下最多对32个远程输入/输出站的输入输出信号进行控制。 ⑩利用文件口令防止非法存取 利用文件口令设置程序的存取级别读保护/写保护,防止因不正当存取而引起程序的改变。 (2)功能解说 Q00 CPU作为整个控制系统的主控部件,是连接各个智能模块的中心枢纽。在Q00 CPU的存储器里面储存着控制所必要的系统基本参数、网络参数和顺控程序等,当接通Q CPU电源或者复位CPU时,Q CPU便将这些参数和程序传送到相应的智能模块中去,初始化设置这些模块,使它们和CPU模块建立通信连接,便于模块功能的实现。Q CPU还通过输入输出模块接收和发送控制信号。检测装置输送过来的信号,由CPU进行必要的逻辑运算后转化为控制信号,有的通过输出模块向外部输出控制线圈的通断,有的则通过CPU向智能模块传送控制信号,作为智能模块定位启动的判断条件,控制智能模块的伺服启动。这样,Q CPU在输入输出模块的配合下,运行根据工艺要求编写的顺控程序,总揽整个控制过程,引导控制流程一步步地按照工艺要求进行。 (3)Q CPU的输入输出连接 Q CPU所需要的控制信息都是从检测装置检测后发送到输入模块得来的,如图10-22所示为检测信号和输入信号的连接图。 图10-22 (a)为X00~0F输入连接图。 图10-22 (b)为X10~1F输入连接图。 图10-22 (c)为X20~2F输入连接图。 图10-22 (d)为X30~3F输入连接图。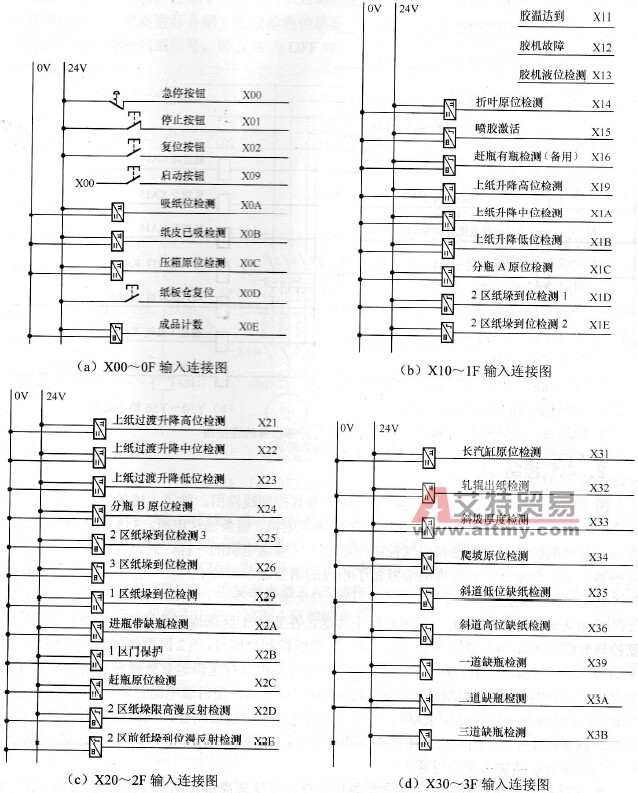 图10-22 检测信号和输入信号的连接图 Q CPU对外部的控制信号都是从输出模块输出的,图10-23所示为输出信号与外部设备的连接图。图10-23 (a)为Y40~Y4F输出连接图,图10-23 (b)为Y50~Y56输出连接图。
图10-22 检测信号和输入信号的连接图 Q CPU对外部的控制信号都是从输出模块输出的,图10-23所示为输出信号与外部设备的连接图。图10-23 (a)为Y40~Y4F输出连接图,图10-23 (b)为Y50~Y56输出连接图。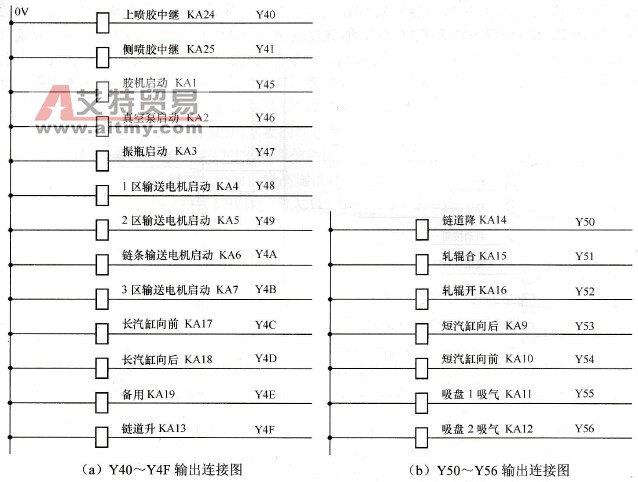 图10-23 输出信号与外部设备的连接图 2.电气控制 图10-24所示为1区输送电机的主电路图及其控制线路图。除了上述的输送电机,需要实施电气控制的电机还有真空泵、胶机、2区输送电机、链条输送电机、3区输送电机和振瓶电机。其他电机的主电路图和电气控制图都和1区输送电机的一样,只是各对应的继电器、接触器、低压断路器和输出点的编号做了相应的调整。 其实现的控制流程如下: 纸垛从纸板仓出纸后在1区链条带上传送,在到达1区纸垛到位检测(X29)后,传感器检测到纸信号动作为ON,并向PLC CPU发送纸板到位信号,当2区前纸垛到位检测(X2E)为OFF,2区链条已经升高时,CPU将到达的信号集中进行逻辑运算处理后,向输出点Y48和Y4A输出控制信号,控制继电器KA4,KA6线圈导通,使得继电器开关KA4,KA6变为ON,接通接触器线圈KM4,KM6,经过短暂的充电时间线圈闭合,从而接通1区输送电机和2区链条机主电路,同时启功1区输送电机与2区链条机,把纸垛从1区送往2区链条带,纸垛开始进入2区链条带输送区。 在2区输送区里,纸垛以不超过限制的高度(纸垛限高位传感器检测信号X2D始终为OFF)在2区链条带上向前行进,当2区前纸垛到位检测传感器(X2E)检测到纸板到来便动作为ON时,CPU将到达的信号进行逻辑运算处理,输出(Y50)控制信号,继电器KA14动作为ON,接通“链道降”电磁阀(YV11-2)电路,牵引2区链条带下降。如果此时2区纸垛到位检测传感器(XID,XIE,X25)信号为OFF。在满足以上三个条件的情况下,PLC输出信号(Y49)控制继电器KA5动作为ON,接触器KM5经过短暂的充电时间后接通2区输送电机的主电路,控制2区输送电机启动,把2区链条带上的纸垛送到2区垛位。当上纸升降电机(下文将进行介绍)低位检测传感器(XIB)信号为ON,并且3区纸垛到位检测传感器还未检测到纸信号,即X26为OFF时,也可以实现以上同样的功能。
图10-23 输出信号与外部设备的连接图 2.电气控制 图10-24所示为1区输送电机的主电路图及其控制线路图。除了上述的输送电机,需要实施电气控制的电机还有真空泵、胶机、2区输送电机、链条输送电机、3区输送电机和振瓶电机。其他电机的主电路图和电气控制图都和1区输送电机的一样,只是各对应的继电器、接触器、低压断路器和输出点的编号做了相应的调整。 其实现的控制流程如下: 纸垛从纸板仓出纸后在1区链条带上传送,在到达1区纸垛到位检测(X29)后,传感器检测到纸信号动作为ON,并向PLC CPU发送纸板到位信号,当2区前纸垛到位检测(X2E)为OFF,2区链条已经升高时,CPU将到达的信号集中进行逻辑运算处理后,向输出点Y48和Y4A输出控制信号,控制继电器KA4,KA6线圈导通,使得继电器开关KA4,KA6变为ON,接通接触器线圈KM4,KM6,经过短暂的充电时间线圈闭合,从而接通1区输送电机和2区链条机主电路,同时启功1区输送电机与2区链条机,把纸垛从1区送往2区链条带,纸垛开始进入2区链条带输送区。 在2区输送区里,纸垛以不超过限制的高度(纸垛限高位传感器检测信号X2D始终为OFF)在2区链条带上向前行进,当2区前纸垛到位检测传感器(X2E)检测到纸板到来便动作为ON时,CPU将到达的信号进行逻辑运算处理,输出(Y50)控制信号,继电器KA14动作为ON,接通“链道降”电磁阀(YV11-2)电路,牵引2区链条带下降。如果此时2区纸垛到位检测传感器(XID,XIE,X25)信号为OFF。在满足以上三个条件的情况下,PLC输出信号(Y49)控制继电器KA5动作为ON,接触器KM5经过短暂的充电时间后接通2区输送电机的主电路,控制2区输送电机启动,把2区链条带上的纸垛送到2区垛位。当上纸升降电机(下文将进行介绍)低位检测传感器(XIB)信号为ON,并且3区纸垛到位检测传感器还未检测到纸信号,即X26为OFF时,也可以实现以上同样的功能。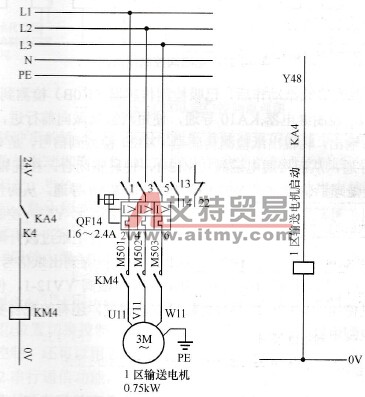 图10-24 1区输送电机主电路及其控制电路图 在纸垛准确到达2区垛位后,2区垛位检测传感器(XID,XIE,X25)检测到信号动作为ON,如果此时上纸升降电机低位检测传感器(XIB)信号为ON,并且3区纸垛到位检测传感器还未检测到纸信号(X26)为OFF,PLC从I/O口采集以上几个输入信号,经过逻辑运算处理后输出信号(Y4B),控制继电器KA7动作为ON,接触器KM7经过短暂的充电时间后接通3区输送电机的主电路.控制3区输送电机启动,配合2区输送电机把纸垛输送到3区垛位。 图10-25所示为各电磁阀的控制电路图。它们分别控制长汽缸、吸板、吸盘、链道、喷胶和轧辊的动作情况,从而配合了纸板输送工艺的运作。 在纸垛准确到达吸纸位检测后,吸纸位检测传感器(X0A)检测到信号,将该信号输送给PLC,CPU经过处理后输出信号Y55,控制继电器KAI1动作,接通吸盘A组电磁阀YV10电路,此时吸盘A组阀的一个吸盘吸气,吸纸皮外端。在完成A组阀的动作后,纸垛仍然在吸纸位,此时CPU接着输出控制信号电器Y56,控制继电器KA12动作,接通吸盘B组电磁阀YV13电路,此时吸盘B组阀的四个吸盘吸气,吸纸皮外端。当继电器KA16动作,接通YV12-2使轧辊闭合后,两组吸盘放气,KA11,KA12动作为OFF。
图10-24 1区输送电机主电路及其控制电路图 在纸垛准确到达2区垛位后,2区垛位检测传感器(XID,XIE,X25)检测到信号动作为ON,如果此时上纸升降电机低位检测传感器(XIB)信号为ON,并且3区纸垛到位检测传感器还未检测到纸信号(X26)为OFF,PLC从I/O口采集以上几个输入信号,经过逻辑运算处理后输出信号(Y4B),控制继电器KA7动作为ON,接触器KM7经过短暂的充电时间后接通3区输送电机的主电路.控制3区输送电机启动,配合2区输送电机把纸垛输送到3区垛位。 图10-25所示为各电磁阀的控制电路图。它们分别控制长汽缸、吸板、吸盘、链道、喷胶和轧辊的动作情况,从而配合了纸板输送工艺的运作。 在纸垛准确到达吸纸位检测后,吸纸位检测传感器(X0A)检测到信号,将该信号输送给PLC,CPU经过处理后输出信号Y55,控制继电器KAI1动作,接通吸盘A组电磁阀YV10电路,此时吸盘A组阀的一个吸盘吸气,吸纸皮外端。在完成A组阀的动作后,纸垛仍然在吸纸位,此时CPU接着输出控制信号电器Y56,控制继电器KA12动作,接通吸盘B组电磁阀YV13电路,此时吸盘B组阀的四个吸盘吸气,吸纸皮外端。当继电器KA16动作,接通YV12-2使轧辊闭合后,两组吸盘放气,KA11,KA12动作为OFF。 图10-25 电磁阀控制线路图 在A,B两组吸盘完成吸纸动作后,已吸检测传感器(XOB)检测到信号, 经过逻辑运算处理输出信号Y50,控制继电器KA10导通,使短汽缸阀做向前行进,把纸皮送到扎辊。纸皮经过轧辊处理后输出,轧辊出纸检测传感器(X32)检测到信号,是CPU输出信号Y51,控制继电器KA15导通,从而接通电磁阀YV12-1,使轧辊闭合。在轧辊闭合后,PLC检测到该闭合信号,经过处理后输出信号Y53,控制继电器KA9导通,从而使短汽缸阀后退。采集到短汽缸阀的后退信号后,CPU经过运算处理输出控制信号Y53,控制继电器KA9导通,使接触器KM9闭合,接通上纸过渡升降电机的主电路,使上纸过渡升降电机启动(短汽缸阀向前时该电机停止运转)。如果轧辊出纸检测传感器未检测到出纸信号,X32为OFF时,CPU将输出Y52,控制继电器KA16导通,从而接通电磁阀YV12-1,使轧辊打开。其他的电磁阀有的配合电机使用,这已经在上面的叙述中提到过,还有的配合变频器一起使用,这个将在后面的变频控制中提到。 3.伺服控制部分 伺服控制是啤酒自动装箱控制系统的关键环节,它主要是用来解决机械设备的定位控制及其同步性问题。伺服控制模块由QD70P8定位模块、MR-J2S伺服放大器和HC-SFS系列伺服电机组成,三者通过专用的SSCNET电缆连接起来,构成高速可靠的伺服系统控制网络。 (1)定位模块QD70P8 QD70系列定位模块是用在多轴系统中不需要复杂控制的定位模块,有许多定位控制系统所需的功能,诸如定位控制到任意位置和匀速控制等。QD70系列定位模块的每个轴最多可以设置10项定位数据,包括定位地址、控制方法和运行形式等,这些定位数据用于对逐个轴执行定位控制。图10-26所示是QD70定位模块的定位控制原理。 QD70输出的是脉冲串,其输出的脉冲串由驱动装置中的偏差计数器计数并且存储在驱动装置中的偏差计数器中。D/A转换器输出的DC电流值与偏差计数器内的值成比例。(称为“脉冲累积”)。模拟DC电流起到伺服电机速度控制信号的作用。 伺服电机旋转由来自驱动装置的速度控制信号控制。 在伺服电机旋转的时候,连接到伺服电机的脉冲发生器(PG)生成反馈脉冲,其频率与旋转速度成比例。反馈脉冲反馈给驱动装置并使脉冲累积减量,脉冲计数又偏差计数器维持。由于脉冲累积维持在一定的级别,所以电动机保持旋转。
图10-25 电磁阀控制线路图 在A,B两组吸盘完成吸纸动作后,已吸检测传感器(XOB)检测到信号, 经过逻辑运算处理输出信号Y50,控制继电器KA10导通,使短汽缸阀做向前行进,把纸皮送到扎辊。纸皮经过轧辊处理后输出,轧辊出纸检测传感器(X32)检测到信号,是CPU输出信号Y51,控制继电器KA15导通,从而接通电磁阀YV12-1,使轧辊闭合。在轧辊闭合后,PLC检测到该闭合信号,经过处理后输出信号Y53,控制继电器KA9导通,从而使短汽缸阀后退。采集到短汽缸阀的后退信号后,CPU经过运算处理输出控制信号Y53,控制继电器KA9导通,使接触器KM9闭合,接通上纸过渡升降电机的主电路,使上纸过渡升降电机启动(短汽缸阀向前时该电机停止运转)。如果轧辊出纸检测传感器未检测到出纸信号,X32为OFF时,CPU将输出Y52,控制继电器KA16导通,从而接通电磁阀YV12-1,使轧辊打开。其他的电磁阀有的配合电机使用,这已经在上面的叙述中提到过,还有的配合变频器一起使用,这个将在后面的变频控制中提到。 3.伺服控制部分 伺服控制是啤酒自动装箱控制系统的关键环节,它主要是用来解决机械设备的定位控制及其同步性问题。伺服控制模块由QD70P8定位模块、MR-J2S伺服放大器和HC-SFS系列伺服电机组成,三者通过专用的SSCNET电缆连接起来,构成高速可靠的伺服系统控制网络。 (1)定位模块QD70P8 QD70系列定位模块是用在多轴系统中不需要复杂控制的定位模块,有许多定位控制系统所需的功能,诸如定位控制到任意位置和匀速控制等。QD70系列定位模块的每个轴最多可以设置10项定位数据,包括定位地址、控制方法和运行形式等,这些定位数据用于对逐个轴执行定位控制。图10-26所示是QD70定位模块的定位控制原理。 QD70输出的是脉冲串,其输出的脉冲串由驱动装置中的偏差计数器计数并且存储在驱动装置中的偏差计数器中。D/A转换器输出的DC电流值与偏差计数器内的值成比例。(称为“脉冲累积”)。模拟DC电流起到伺服电机速度控制信号的作用。 伺服电机旋转由来自驱动装置的速度控制信号控制。 在伺服电机旋转的时候,连接到伺服电机的脉冲发生器(PG)生成反馈脉冲,其频率与旋转速度成比例。反馈脉冲反馈给驱动装置并使脉冲累积减量,脉冲计数又偏差计数器维持。由于脉冲累积维持在一定的级别,所以电动机保持旋转。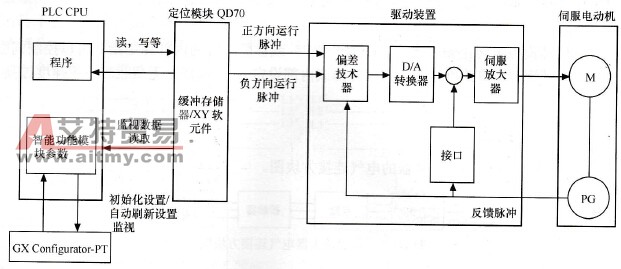 图10-26 QD70定位控制原理图 当QD70终止脉冲串的输出时.伺服电机随着脉冲累积的减少而减速,并在计数降为零时停止。因此,当总的电动机旋转角QD70输出的脉冲总数成比例时,伺服电机旋转速度与脉冲频率成正比。因此,当给出每一咏冲的位移量时,通过脉冲串中的脉冲数就可以确定总的位移量。另一方面,脉冲频率决定伺服电机的旋转速度(给进速度)。 (2)伺服放大器MR-J2S 三菱通用交流伺服放大器MR-J2S系列是在MR-J2系列的基础上开发的性能更高、功能更丰富的交流伺服。 控制模式有位置控制、速度控制和转矩控制三种。还可以选择位置/速度切换控制,速度/转矩切换控制和转矩/位置切换控制。所以本伺服不但可以用于机床和普通工业机械的高精度定位和平滑的速度控制,还可以用于线控制和张力控制等,应用范围十分广泛。此外,本产品有USB和RS-422串行通信功能,可以使用装有伺服设置软件的个人计算机,进行参数的设定、试运行、状态显示的监控和增益调整等。本产品的实时自动调整功能可以根据机械自动调整伺服的增益。MELSERVO-J2S系列伺服电机采用了分辨率为131072脉冲/转的绝对位置编码器,与MELSERVO-J2系列相比,可以进行更高精度的控制。伺服放大器只需安装电池,就可以构成绝对位置检测系统。这样,只需进行一次原点设定,在电源开启和报警发生时就不再需要原点回归。 ①位置控制模式 可以使用最大1Mpps的高速脉冲串对电机的转动速度和方向进行控制,执行分辨率为131 072脉冲/转的高精度定位。另外还提供了位置平滑功能,可以根据机械情况从两种模式中进行选择。当位置指令脉冲急剧变化时,可以实现更平稳的启动和停止。由于急剧加减速或过载产生的主电路过流会影响功率晶体管,所以伺服放大器采用了嵌位电路以限制转矩。转矩的限制可用通过外部模拟量输入或参数设置的方式调整。 ②速度控制模式 通过外部模拟速度指令(DC0~±10V)或参数设置的内部速度指令(最大7速),可对伺服电机的速度和方向进行高精度的平稳控制。 另外,还具有用于速度指令的加减速时间常数设定功能、停止时的伺服锁定功能和用于外部模拟量速度指令的偏置自动调整功能。 ③转矩控制模式 通过外部模拟量转矩输入指令(DC0~+8V)或参数设置的内部转矩指令可以控制伺服电机的输出转矩。具有速度限制功能(外部或内部设定),可以防止无负载时电机速度过高,本功能可用于张力控制等场合。 4.模块连接图 如图10-27所示为伺服放大器的电气连接方块图。
图10-26 QD70定位控制原理图 当QD70终止脉冲串的输出时.伺服电机随着脉冲累积的减少而减速,并在计数降为零时停止。因此,当总的电动机旋转角QD70输出的脉冲总数成比例时,伺服电机旋转速度与脉冲频率成正比。因此,当给出每一咏冲的位移量时,通过脉冲串中的脉冲数就可以确定总的位移量。另一方面,脉冲频率决定伺服电机的旋转速度(给进速度)。 (2)伺服放大器MR-J2S 三菱通用交流伺服放大器MR-J2S系列是在MR-J2系列的基础上开发的性能更高、功能更丰富的交流伺服。 控制模式有位置控制、速度控制和转矩控制三种。还可以选择位置/速度切换控制,速度/转矩切换控制和转矩/位置切换控制。所以本伺服不但可以用于机床和普通工业机械的高精度定位和平滑的速度控制,还可以用于线控制和张力控制等,应用范围十分广泛。此外,本产品有USB和RS-422串行通信功能,可以使用装有伺服设置软件的个人计算机,进行参数的设定、试运行、状态显示的监控和增益调整等。本产品的实时自动调整功能可以根据机械自动调整伺服的增益。MELSERVO-J2S系列伺服电机采用了分辨率为131072脉冲/转的绝对位置编码器,与MELSERVO-J2系列相比,可以进行更高精度的控制。伺服放大器只需安装电池,就可以构成绝对位置检测系统。这样,只需进行一次原点设定,在电源开启和报警发生时就不再需要原点回归。 ①位置控制模式 可以使用最大1Mpps的高速脉冲串对电机的转动速度和方向进行控制,执行分辨率为131 072脉冲/转的高精度定位。另外还提供了位置平滑功能,可以根据机械情况从两种模式中进行选择。当位置指令脉冲急剧变化时,可以实现更平稳的启动和停止。由于急剧加减速或过载产生的主电路过流会影响功率晶体管,所以伺服放大器采用了嵌位电路以限制转矩。转矩的限制可用通过外部模拟量输入或参数设置的方式调整。 ②速度控制模式 通过外部模拟速度指令(DC0~±10V)或参数设置的内部速度指令(最大7速),可对伺服电机的速度和方向进行高精度的平稳控制。 另外,还具有用于速度指令的加减速时间常数设定功能、停止时的伺服锁定功能和用于外部模拟量速度指令的偏置自动调整功能。 ③转矩控制模式 通过外部模拟量转矩输入指令(DC0~+8V)或参数设置的内部转矩指令可以控制伺服电机的输出转矩。具有速度限制功能(外部或内部设定),可以防止无负载时电机速度过高,本功能可用于张力控制等场合。 4.模块连接图 如图10-27所示为伺服放大器的电气连接方块图。 图10-27 伺服放火器电气连接方块图 如图10-28所示为伺服控制模块的控制连接图。
图10-27 伺服放火器电气连接方块图 如图10-28所示为伺服控制模块的控制连接图。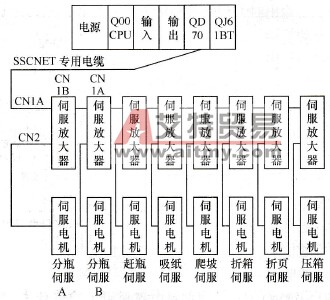 图10-28 伺服控制模块控制连接图 如图10-29所示是分瓶电机的电气连接图。其他伺服放大器和伺服电机的电气连接与分瓶电机的相似,这里不再贴出它们的电气图,详细的请参考啤酒自动装箱机的电气原理图。 5.伺服控制实现的功能 分瓶伺服控制是纸箱包装机控制过程中非常关键的一部分。分瓶控制的要求如图10-25所示,分瓶电机A控制分瓶器a和c,分瓶电机B控制分瓶器b和d,在同一个链条轴上同方向运动,分瓶器a、c,b、d之间的距离恒定不能改变,且分瓶器a在运动过程中不能够超越d的位置,分瓶器d在运动过程中不能超越c的位置,否则机械将出现故障。要求分瓶器a到达图示位置时分瓶器b也正好到达图示位置,这样刚好将四瓶产品与后面的产品分开达到分瓶的目的。同理分瓶器b和c也在a和b的位置上分出四瓶同样的产品。这样,当分瓶器a、b出现在如图10-30所示的位置时,分瓶电机A控制分瓶器a继续向前运动,而分瓶器b在分瓶电机B的控制下停留在原来的位置上不动,这样可以在连续排列一定数量的瓶子时,b便开始重复上述a的动作,而c就变成原来的b,两分瓶器按照上述流程运转下去,分离出第二箱的啤酒。以后的运转也是按照上述的步骤进行,一直循环下去,将啤酒分装好。在分瓶区里,通过分瓶器的配合动作,将啤酒分为三排,每排四瓶,共12瓶的一个完整的包装单元。
图10-28 伺服控制模块控制连接图 如图10-29所示是分瓶电机的电气连接图。其他伺服放大器和伺服电机的电气连接与分瓶电机的相似,这里不再贴出它们的电气图,详细的请参考啤酒自动装箱机的电气原理图。 5.伺服控制实现的功能 分瓶伺服控制是纸箱包装机控制过程中非常关键的一部分。分瓶控制的要求如图10-25所示,分瓶电机A控制分瓶器a和c,分瓶电机B控制分瓶器b和d,在同一个链条轴上同方向运动,分瓶器a、c,b、d之间的距离恒定不能改变,且分瓶器a在运动过程中不能够超越d的位置,分瓶器d在运动过程中不能超越c的位置,否则机械将出现故障。要求分瓶器a到达图示位置时分瓶器b也正好到达图示位置,这样刚好将四瓶产品与后面的产品分开达到分瓶的目的。同理分瓶器b和c也在a和b的位置上分出四瓶同样的产品。这样,当分瓶器a、b出现在如图10-30所示的位置时,分瓶电机A控制分瓶器a继续向前运动,而分瓶器b在分瓶电机B的控制下停留在原来的位置上不动,这样可以在连续排列一定数量的瓶子时,b便开始重复上述a的动作,而c就变成原来的b,两分瓶器按照上述流程运转下去,分离出第二箱的啤酒。以后的运转也是按照上述的步骤进行,一直循环下去,将啤酒分装好。在分瓶区里,通过分瓶器的配合动作,将啤酒分为三排,每排四瓶,共12瓶的一个完整的包装单元。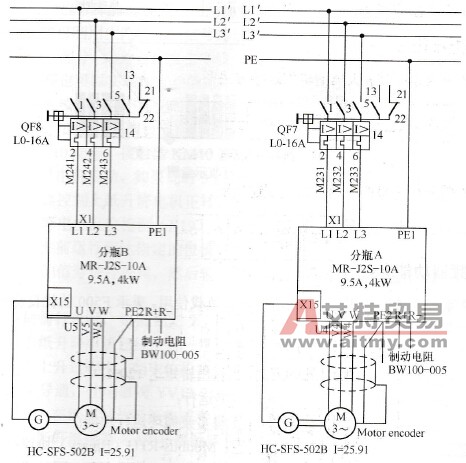 图10-29 分瓶电机电气连接图 由分瓶区出来的排列整齐的啤酒,通过赶瓶伺服的控制继续往下一个工艺流程输送。在赶瓶区里安装了3个接近开关X7.1、X7.2、X7.3,用于检测分箱后每箱的瓶数,以保持瓶数的准确性。如果多瓶或者缺瓶,检测装置就发送出错信号给PLC CPU,CPU便送出报警信号,并且控制机器“在位停机”,此时应人为取出或添加机内多余或缺少的瓶数,主机才能重新启动。赶瓶示意图如图10-31所示。
图10-29 分瓶电机电气连接图 由分瓶区出来的排列整齐的啤酒,通过赶瓶伺服的控制继续往下一个工艺流程输送。在赶瓶区里安装了3个接近开关X7.1、X7.2、X7.3,用于检测分箱后每箱的瓶数,以保持瓶数的准确性。如果多瓶或者缺瓶,检测装置就发送出错信号给PLC CPU,CPU便送出报警信号,并且控制机器“在位停机”,此时应人为取出或添加机内多余或缺少的瓶数,主机才能重新启动。赶瓶示意图如图10-31所示。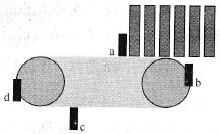 图10-30 分瓶示意图 啤酒由赶瓶伺服控制后送到了包装工作区间等待纸板的到来,并一起进行余下的工艺流程。在包装工作区间里,纸板位于啤酒的下方,而啤酒必须被准确地定位在纸板上相应的位置上,通过高精度的伺服定位控制将啤酒和纸板整合在一块,随着传送带的转动,一起进入了折箱区,并触发安装在折箱区的检测装置发送物件已到信号,通知CPU启动折箱伺服程序,对纸板进行折合动作,使纸板折叠成型,并将啤酒封装在纸箱的内部。传送带上也安装了必要的机械设备来辅助伺服动作,从而简化了伺服程序,达到高精度的定位控制要求。纸箱成型后,就可以对纸箱进行封盖,这里是应用伺服电机带动一对月牙形机构来折纸箱两侧页的。伺服动作的原理与上面的折箱伺服的原理一样,这里就不再叙述。
图10-30 分瓶示意图 啤酒由赶瓶伺服控制后送到了包装工作区间等待纸板的到来,并一起进行余下的工艺流程。在包装工作区间里,纸板位于啤酒的下方,而啤酒必须被准确地定位在纸板上相应的位置上,通过高精度的伺服定位控制将啤酒和纸板整合在一块,随着传送带的转动,一起进入了折箱区,并触发安装在折箱区的检测装置发送物件已到信号,通知CPU启动折箱伺服程序,对纸板进行折合动作,使纸板折叠成型,并将啤酒封装在纸箱的内部。传送带上也安装了必要的机械设备来辅助伺服动作,从而简化了伺服程序,达到高精度的定位控制要求。纸箱成型后,就可以对纸箱进行封盖,这里是应用伺服电机带动一对月牙形机构来折纸箱两侧页的。伺服动作的原理与上面的折箱伺服的原理一样,这里就不再叙述。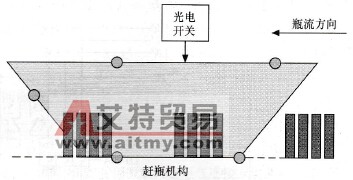 图10-31 赶瓶示意图 5 变频控制部分 1.变频器功能介绍 FR-F740系列变频调速器最适合风机、泵类负载使用。秉承F500的优良特性,操作简单,并全面提升了各种功能。 (1)功率范围:0.75~630kW; (2)简易磁通矢量控制方式,实现3Hz时输出转矩达120%; (3)采用最佳励磁控制方式,实现更高节能运行; (4)内置PID,变频器/工频切换和可以实现多泵循环运行功能; (5)内置独立的RS-485通信口,增加支持Modbus-RTU (Binary)协议; (6)采用长寿命设计(设计寿命10年),维护简单,使用安心,同时还具有最先进的寿命诊断及预警功能; (7)内置噪声滤波器(75K以上),并带有浪涌电流吸收回路; (8)带有节能监控功能,节能效果一目了然; (9)反向启动功能,再生制动回避功能,还增加了PTC热电阻输入; (10) PLC的远程输出功能、标准配备更多的输入输出端子、简易磁通矢量控制功能、多泵控制功能、三角波(摆频)功能等更多功能特性。 2.变频器的接线 图10-32所示为变频器的外部电气连接方块图。具体的接线请参考啤酒自动装箱的电气原理图。变频器的接线比价简单,只要把变频器的三相电源接好了,再按照要求接上下面即将叙述的CC-Link专用电缆,就可以实现Q CPU对变频器的控制。
图10-31 赶瓶示意图 5 变频控制部分 1.变频器功能介绍 FR-F740系列变频调速器最适合风机、泵类负载使用。秉承F500的优良特性,操作简单,并全面提升了各种功能。 (1)功率范围:0.75~630kW; (2)简易磁通矢量控制方式,实现3Hz时输出转矩达120%; (3)采用最佳励磁控制方式,实现更高节能运行; (4)内置PID,变频器/工频切换和可以实现多泵循环运行功能; (5)内置独立的RS-485通信口,增加支持Modbus-RTU (Binary)协议; (6)采用长寿命设计(设计寿命10年),维护简单,使用安心,同时还具有最先进的寿命诊断及预警功能; (7)内置噪声滤波器(75K以上),并带有浪涌电流吸收回路; (8)带有节能监控功能,节能效果一目了然; (9)反向启动功能,再生制动回避功能,还增加了PTC热电阻输入; (10) PLC的远程输出功能、标准配备更多的输入输出端子、简易磁通矢量控制功能、多泵控制功能、三角波(摆频)功能等更多功能特性。 2.变频器的接线 图10-32所示为变频器的外部电气连接方块图。具体的接线请参考啤酒自动装箱的电气原理图。变频器的接线比价简单,只要把变频器的三相电源接好了,再按照要求接上下面即将叙述的CC-Link专用电缆,就可以实现Q CPU对变频器的控制。 图10-32 变频器的电气连接方块图 3.功能实现 变频器的主要作用是通过改变交流电的频率,节能和调速,并实现自动控制和高精度控制。自控系统的设定信号可通过变频器灵活自如地指挥频率变化,控制工艺指标,在该啤酒的包装工序中,可由皮带称的流量信号来控制变频器频率,使电机的转速随流量信号自动变化,调节进瓶数。也可利用生产线起停信号通过正、反端子控制变频器的起、停及正、反转,成为自动流水线的一部分。此外在流水生产线上,当前方设备有故障时后方设备应自动停机。变频器的紧急停止端也可以实现这一功能。在FR-F700变频器中预先设定好工作频率及时间后,变频器可使电机按顺序在不同的时间以不同的转速运行,形成一个自动的生产流程。其具体的工作过程为:在短汽缸阀做向前行进,把纸皮送到轧辊的过程中,PLC输出的信号Y54控制继电器KAIO动作,接触器KMIO在经过短暂的充电时间后接通上纸升降电机的主电路,控制上纸升降电机启动。如果此时3区垛位检测传感器(X26)信号为ON,PLC还输出控制信号使变频器控制上纸升降电机正转,提升纸垛到吸纸位。或者在吸纸位检测(XOA)为OFF,且上纸升降电机高位检测(X19)为OFF的情况下,也可以实现上纸升降电机正转功能。在长汽缸阀向前运行到达指定的位置,并且上纸过渡升降电机已经上升一定的距离之后,PLC将接收到的信号进行处理,然后输出控制信号使变频器控制上纸升降电机反转,准备接受纸垛。 当长汽缸阀向前行进时,如果PLC采集到上纸升降电机在中位检测传感器(X22)传送过来的信号并且上纸升降电机已经上升一定距离,则CPU输出控制信号使在变频器控制下的电机正转上升。在上升过程中,当中位检测传感器X22检测到信号后,CPU发出信号Y4D,控制继电器KA18导通,使电磁阀YV13-2闭合,从而使长汽缸阀后退。等待接收上纸升降电机送来的托板架。在纸皮到达吸纸位或者上纸过渡升降电机到达高位后,CPU经过逻辑运算输出控制信号,断开继电器KA9和接触器KM9,使上纸过渡升降电机的主电路断开,电机停止上升。 当长汽缸返回至原位传感器X31检测到信号时,CPU输出控制信号使在变频器控制下的电机反转下降。当下降到达低位检测(X23)为ON时,CPU输出控制信号,断开继电器KA9和接触器KM9,使上纸过渡升降电机的主电路断开,电机停止下降。 6 网络连接 采用三菱电机推出的CC-Link开放式现场总线来实现主站Q CPU与远程设备站变频器之间的网络连接,从而实现了系统高效、可靠的网络控制。 CC-Link是Control&Communication Link(控制与通信链路系统)的简称,是三菱电机于1996年推出的一种基于PLC系统的开放式现场总线,其数据容量大,通信速度多级可选择,而且它是一个复合的、开放的、适应性强的网络系统,能够适应于较高的管理层网络到较低的传感器层网络的不同范围。它在实际工程中显示出强大的生命力,特别是在制造业得到了广泛的应用。 CC-Link是一个以设备层为主的网络。CC-Link具有很高的数据传输速率,最高可达10Mbit/s。CC-Link的底层通信协议遵循RS-485,一般情况下,CC-Link主要采用广播轮询的方式进行通信,CC-Link也支持主站与本地站、智能设备站之间的瞬间通信。 CC-Link丰富的功能还包括自动刷新功能、预约站功能;完善的RAS功能;互操作性和即插即用功能;瞬时接收和瞬时传送功能;优异的抗噪性能和兼容性等。 总的来说,CC-Link的设计提供给用户最简单的使用、维护的方法和措施。 ①组态简单:仅需要在参数表中设置相关的参数便可以完成系统的组态工作,以及数据刷新映射关系,也可以通过专用的参数配置软件进行设置; ②接线简单:仅需要将3芯双绞线的3根电缆按照DA、DB、DG对应连接,另外接好屏蔽线和终端电阻,一般的系统接线便可完成; ③设置简单:CC-Link的每种兼容设备都有一块CC-Link接口卡,系统还需要对每一个站的站号和速度及相关信息进行设置,而这些信息在这些接口模块上有相应的开关进行设置; ④维护简单:由于CC-Link的卓越性能和丰富的RAS功能,为CC-Link的维护方便性和运行可靠性提供了强有力的保证,其监视和自检测功能使CC-Link系统的维护和故障后恢复系统变得方便和简单。 将主站模块上的CC-Link接线端子排跟设备站的接线端子排用CC-Link专用电缆连接起来,并且在电缆的两端都接上终端电阻,这样就可以建立CC-Link网络连接。其端子排的接线图如图10-33所示。
图10-32 变频器的电气连接方块图 3.功能实现 变频器的主要作用是通过改变交流电的频率,节能和调速,并实现自动控制和高精度控制。自控系统的设定信号可通过变频器灵活自如地指挥频率变化,控制工艺指标,在该啤酒的包装工序中,可由皮带称的流量信号来控制变频器频率,使电机的转速随流量信号自动变化,调节进瓶数。也可利用生产线起停信号通过正、反端子控制变频器的起、停及正、反转,成为自动流水线的一部分。此外在流水生产线上,当前方设备有故障时后方设备应自动停机。变频器的紧急停止端也可以实现这一功能。在FR-F700变频器中预先设定好工作频率及时间后,变频器可使电机按顺序在不同的时间以不同的转速运行,形成一个自动的生产流程。其具体的工作过程为:在短汽缸阀做向前行进,把纸皮送到轧辊的过程中,PLC输出的信号Y54控制继电器KAIO动作,接触器KMIO在经过短暂的充电时间后接通上纸升降电机的主电路,控制上纸升降电机启动。如果此时3区垛位检测传感器(X26)信号为ON,PLC还输出控制信号使变频器控制上纸升降电机正转,提升纸垛到吸纸位。或者在吸纸位检测(XOA)为OFF,且上纸升降电机高位检测(X19)为OFF的情况下,也可以实现上纸升降电机正转功能。在长汽缸阀向前运行到达指定的位置,并且上纸过渡升降电机已经上升一定的距离之后,PLC将接收到的信号进行处理,然后输出控制信号使变频器控制上纸升降电机反转,准备接受纸垛。 当长汽缸阀向前行进时,如果PLC采集到上纸升降电机在中位检测传感器(X22)传送过来的信号并且上纸升降电机已经上升一定距离,则CPU输出控制信号使在变频器控制下的电机正转上升。在上升过程中,当中位检测传感器X22检测到信号后,CPU发出信号Y4D,控制继电器KA18导通,使电磁阀YV13-2闭合,从而使长汽缸阀后退。等待接收上纸升降电机送来的托板架。在纸皮到达吸纸位或者上纸过渡升降电机到达高位后,CPU经过逻辑运算输出控制信号,断开继电器KA9和接触器KM9,使上纸过渡升降电机的主电路断开,电机停止上升。 当长汽缸返回至原位传感器X31检测到信号时,CPU输出控制信号使在变频器控制下的电机反转下降。当下降到达低位检测(X23)为ON时,CPU输出控制信号,断开继电器KA9和接触器KM9,使上纸过渡升降电机的主电路断开,电机停止下降。 6 网络连接 采用三菱电机推出的CC-Link开放式现场总线来实现主站Q CPU与远程设备站变频器之间的网络连接,从而实现了系统高效、可靠的网络控制。 CC-Link是Control&Communication Link(控制与通信链路系统)的简称,是三菱电机于1996年推出的一种基于PLC系统的开放式现场总线,其数据容量大,通信速度多级可选择,而且它是一个复合的、开放的、适应性强的网络系统,能够适应于较高的管理层网络到较低的传感器层网络的不同范围。它在实际工程中显示出强大的生命力,特别是在制造业得到了广泛的应用。 CC-Link是一个以设备层为主的网络。CC-Link具有很高的数据传输速率,最高可达10Mbit/s。CC-Link的底层通信协议遵循RS-485,一般情况下,CC-Link主要采用广播轮询的方式进行通信,CC-Link也支持主站与本地站、智能设备站之间的瞬间通信。 CC-Link丰富的功能还包括自动刷新功能、预约站功能;完善的RAS功能;互操作性和即插即用功能;瞬时接收和瞬时传送功能;优异的抗噪性能和兼容性等。 总的来说,CC-Link的设计提供给用户最简单的使用、维护的方法和措施。 ①组态简单:仅需要在参数表中设置相关的参数便可以完成系统的组态工作,以及数据刷新映射关系,也可以通过专用的参数配置软件进行设置; ②接线简单:仅需要将3芯双绞线的3根电缆按照DA、DB、DG对应连接,另外接好屏蔽线和终端电阻,一般的系统接线便可完成; ③设置简单:CC-Link的每种兼容设备都有一块CC-Link接口卡,系统还需要对每一个站的站号和速度及相关信息进行设置,而这些信息在这些接口模块上有相应的开关进行设置; ④维护简单:由于CC-Link的卓越性能和丰富的RAS功能,为CC-Link的维护方便性和运行可靠性提供了强有力的保证,其监视和自检测功能使CC-Link系统的维护和故障后恢复系统变得方便和简单。 将主站模块上的CC-Link接线端子排跟设备站的接线端子排用CC-Link专用电缆连接起来,并且在电缆的两端都接上终端电阻,这样就可以建立CC-Link网络连接。其端子排的接线图如图10-33所示。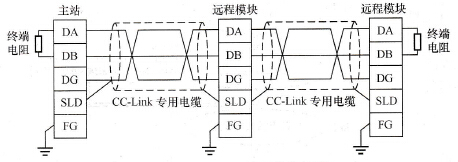 图10-33 CC-Link端子排接线图 在本控制系统中,CC-Link主要用来连接变频器,使Q CPU与变频器之间可以进行高速的数据收发,实现系统的网络控制和变频控制。图10-34所示为变频器与Q CPU的CC-Link连接图。
图10-33 CC-Link端子排接线图 在本控制系统中,CC-Link主要用来连接变频器,使Q CPU与变频器之间可以进行高速的数据收发,实现系统的网络控制和变频控制。图10-34所示为变频器与Q CPU的CC-Link连接图。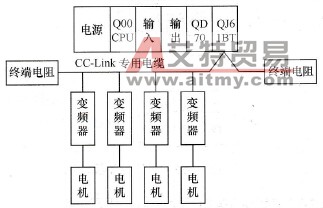 图10-34 变频器的CC-Link连接图 7 软件设计 QD70定位控制中需要的设置包括参数设置、定位数据设置和控制数据设置。它们可以通过顺控程序或者使用GX Configurator-PT进行设置。当使用顺控程序设置参数或者数据时,使用来自PLC CPU的TO命令在QD70中设置它们(当PLC中的READY信号Y0为OFF时执行设置)。当用GX Configurator-PT设置参数或数据时,不需要[No.1]至[No.3]D的程序。以下将给出通过顺控程序进行设置的“轴1”定位控制程序。图10-35为程序控制流程图。
图10-34 变频器的CC-Link连接图 7 软件设计 QD70定位控制中需要的设置包括参数设置、定位数据设置和控制数据设置。它们可以通过顺控程序或者使用GX Configurator-PT进行设置。当使用顺控程序设置参数或者数据时,使用来自PLC CPU的TO命令在QD70中设置它们(当PLC中的READY信号Y0为OFF时执行设置)。当用GX Configurator-PT设置参数或数据时,不需要[No.1]至[No.3]D的程序。以下将给出通过顺控程序进行设置的“轴1”定位控制程序。图10-35为程序控制流程图。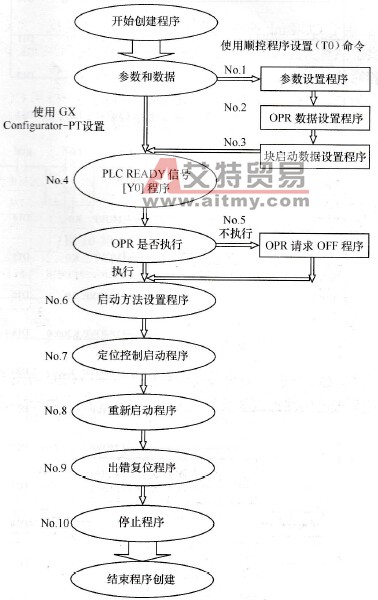 图10-35 程序控制流程图 各种设置的梯形图程序如图10-36~图10-45所示。
图10-35 程序控制流程图 各种设置的梯形图程序如图10-36~图10-45所示。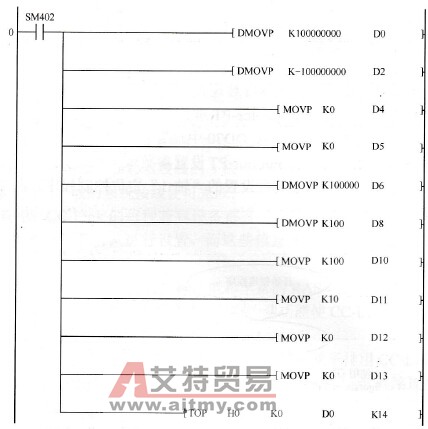 图10-36 参数设置程序
图10-36 参数设置程序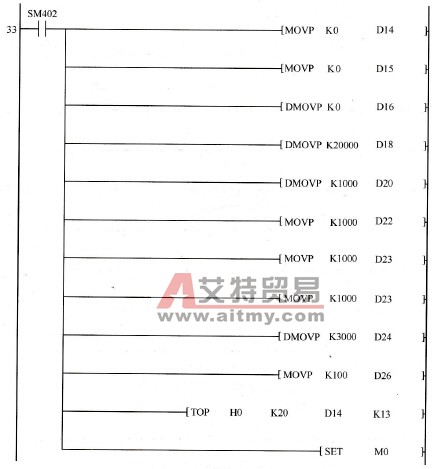 图10-37 数据设置程序
图10-37 数据设置程序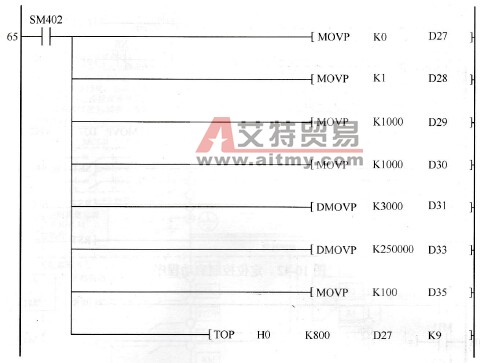 图10-38 定位数据设置(用于定位No.1轴)
图10-38 定位数据设置(用于定位No.1轴) 图10-39 PLC READY信号ON程序
图10-39 PLC READY信号ON程序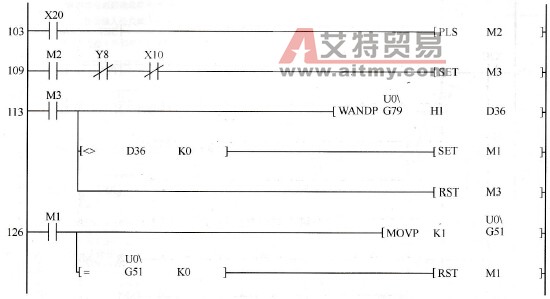 图10-40 OPR请求OFF程序
图10-40 OPR请求OFF程序 图10-41 定位控制(No.1启动)
图10-41 定位控制(No.1启动)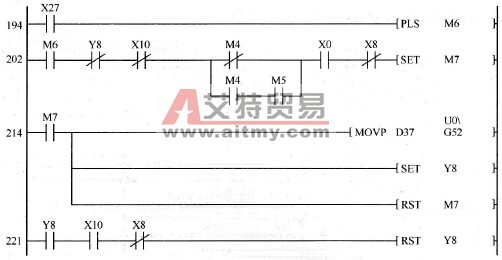 图10-42 定位控制启动程序
图10-42 定位控制启动程序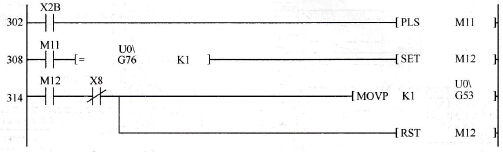 图10-43 重新启动程序
图10-43 重新启动程序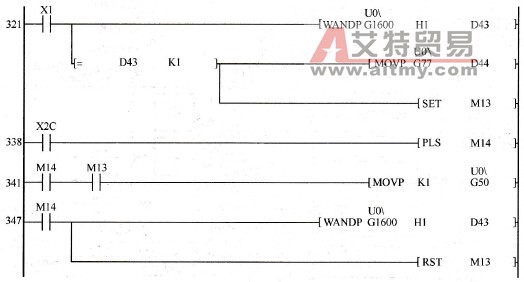 图10-44 出错复位程序
图10-44 出错复位程序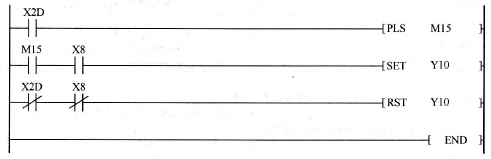 图10-45 停止程序 外形端子接线图如图10-46和图10-47所示。 注意 ·干扰可能导致错误动作发生,所以信号线要离动力线10cm以上。 ·接线时不要在变频器内留下电线切屑,电线切屑可能会导致异常,故障,错误动作发生。请保持变频器的清洁。在控制板上钻孔时请务必注意不要使切屑粉掉进变频器内。 ·请正确设定电压/电流输入切换开关。如使用错误的设定,将导致异常、故障、误动作。
图10-45 停止程序 外形端子接线图如图10-46和图10-47所示。 注意 ·干扰可能导致错误动作发生,所以信号线要离动力线10cm以上。 ·接线时不要在变频器内留下电线切屑,电线切屑可能会导致异常,故障,错误动作发生。请保持变频器的清洁。在控制板上钻孔时请务必注意不要使切屑粉掉进变频器内。 ·请正确设定电压/电流输入切换开关。如使用错误的设定,将导致异常、故障、误动作。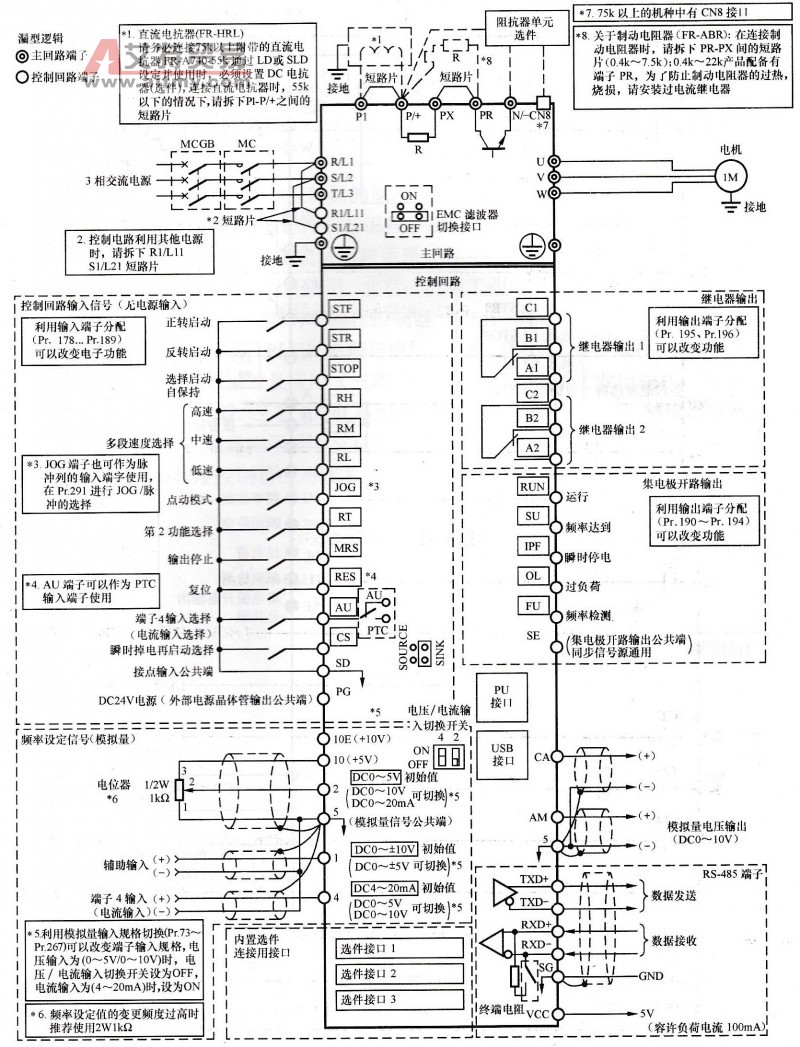 图10-46 变频器的外形端子接线图(正面) 注: 1.这些端子能输出错报警编号,或通过Pr.190-Pr.195设定26种功能分配给每个端子。 2.通过Pr.180-Pr.186设定23种功能分配给这些端子。 3.用Pr.73可改变输入信号。 4.驱动装置及电机在使用前必须可靠接地。 5.频率设定频繁时,使用2W1kΩ的电位器。
图10-46 变频器的外形端子接线图(正面) 注: 1.这些端子能输出错报警编号,或通过Pr.190-Pr.195设定26种功能分配给每个端子。 2.通过Pr.180-Pr.186设定23种功能分配给这些端子。 3.用Pr.73可改变输入信号。 4.驱动装置及电机在使用前必须可靠接地。 5.频率设定频繁时,使用2W1kΩ的电位器。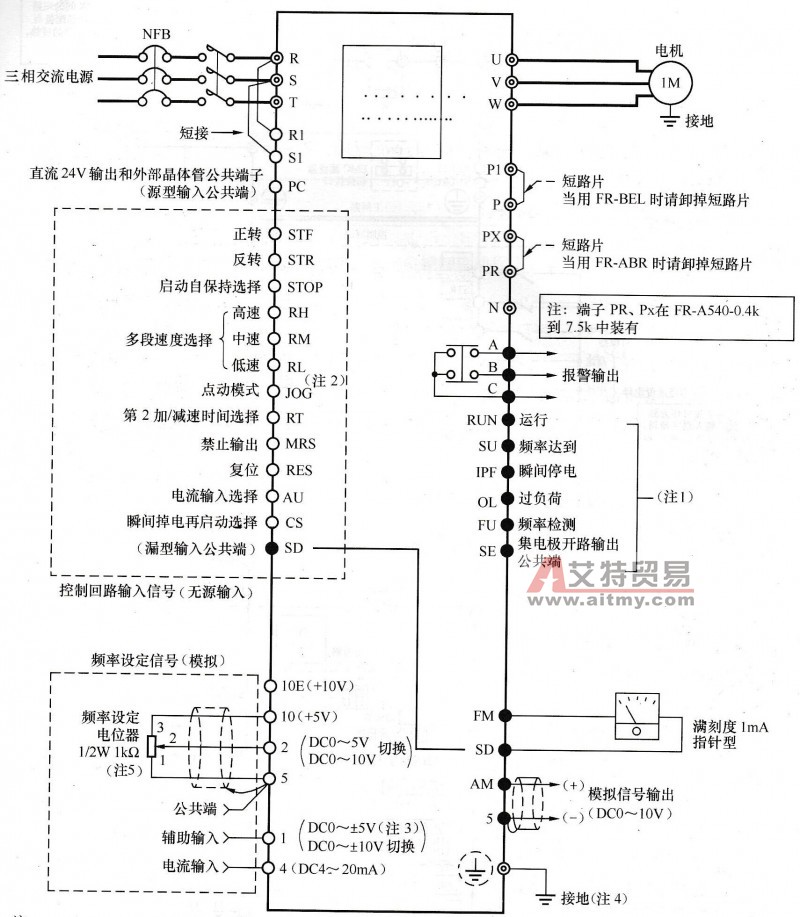 图10-47 变频器的外形端子接线图(反面)
图10-47 变频器的外形端子接线图(反面)

 PLC编程的基本规则
PLC编程的基本规则





