

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介【应用实例 】 设计一个用 PLC 控制的将工件从 A 点移到 B 点的机械手的控制系统 。其控制要求如下: (1) 手动操作,每个动作均能单独操作,用于将机械手复位至原点位置; (2) 连续运
【应用实例】 设计一个用PLC控制的将工件从A点移到B点的机械手的控制系统。其控制要求如下: (1)手动操作,每个动作均能单独操作,用于将机械手复位至原点位置; (2)连续运行,在原点位置按启动按钮时,机械手按图4-2连续工作一个周期,一个周期的工作过程是:原点→下降→夹紧(1s)→上升→右移→下降→放松(1s)→上升→左移到原点。若机械手起始位置不在原点,则不能开始连续运行。 编程思路:设计两段步进程序,一段用来实现手动操作,一段用来实现连续运行。用一个三位两对触点的转换开关来实现手动、连续、停止之间的切换。该转换开关的两对触点分别接于PLC的X20和X21。当X20为ON时进行手动操作,当X21为ON时进行连续运行,当X20、X21都为OFF时处于停止状态。由X20的上升沿触发手动操作程序,由X21的上升沿触发连续运行程序。用SO作为手动操作步进程序的初始状态器,手动操作程序中只用到了S0一个状态器.S1作为连续运行进步程序的初始状态器。机械手I/O分配如表4-2所示。 表4-2 机械手I/O分配表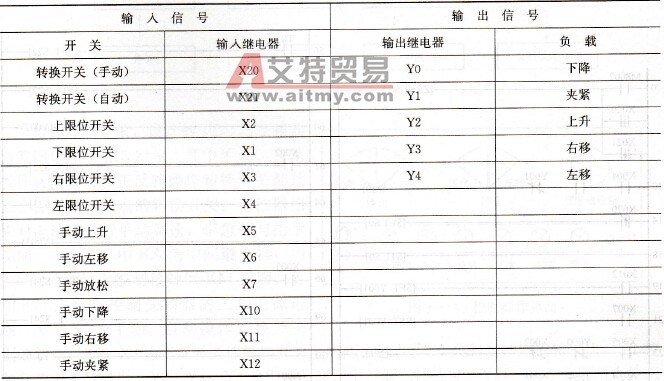 机械手I/O接线图如图4-11所示。
机械手I/O接线图如图4-11所示。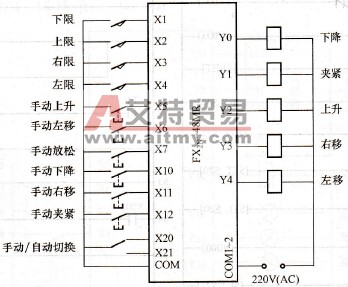 图4-11 机械手I/O接线图 编写的机械手PLC控制程序如图4-12所示。程序中的ZRST指令为区间复位指令,ZRST S0 S30的意思是把由S0~S30的状态器全部复位,M0为ON说明机械手在左上角的原点位置。
图4-11 机械手I/O接线图 编写的机械手PLC控制程序如图4-12所示。程序中的ZRST指令为区间复位指令,ZRST S0 S30的意思是把由S0~S30的状态器全部复位,M0为ON说明机械手在左上角的原点位置。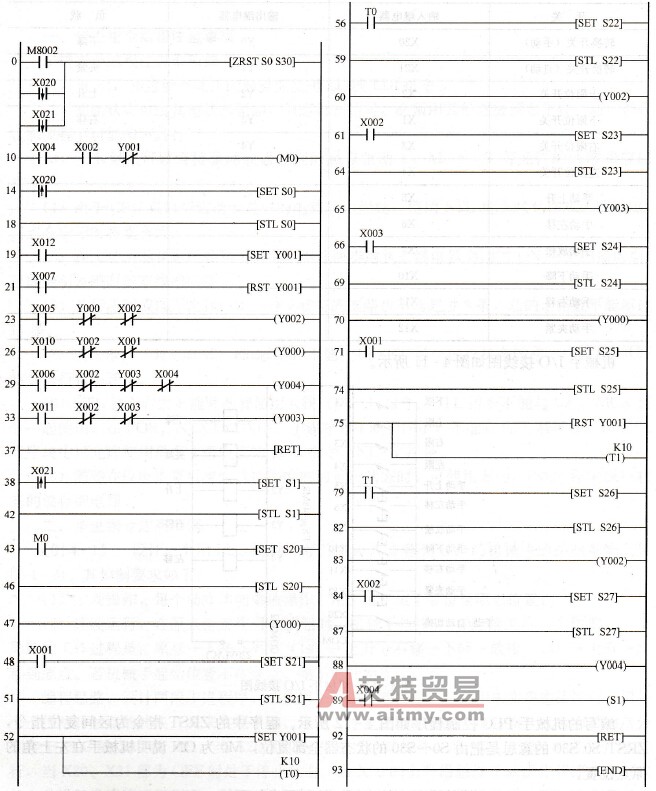 图4-12 机械手PLC控制程序
图4-12 机械手PLC控制程序

 PLC编程的基本规则
PLC编程的基本规则





