

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介在计算机上安装好 GX 编程软件后,运行 GX 软件,其界面如图 2-1 所示。 图 2-1 GX 界面 该窗口编辑区域为不可用,工具栏中除了新建和打开按钮可见以外,其余均不可见,单击 按钮,或
在计算机上安装好GX编程软件后,运行GX软件,其界面如图2-1所示。 图2-1 GX界面 该窗口编辑区域为不可用,工具栏中除了新建和打开按钮可见以外,其余均不可见,单击
图2-1 GX界面 该窗口编辑区域为不可用,工具栏中除了新建和打开按钮可见以外,其余均不可见,单击![]() 按钮,或执行“工程”菜单中的“创建新工程”命令,可创建一个新工程,出现如图2-2所示画面。 在图2-2中选择PLC所属系列和型号,选择程序类型。可设置程序文件的保存路径和工程名称等。其中PLC系列和PLC型号两项是必须设置项,且须与所连接的PLC一致,否则程序将可能无法写入PLC中。程序编辑窗口如图2-3所示,设置好该窗口后,即可进行程序的编制。
按钮,或执行“工程”菜单中的“创建新工程”命令,可创建一个新工程,出现如图2-2所示画面。 在图2-2中选择PLC所属系列和型号,选择程序类型。可设置程序文件的保存路径和工程名称等。其中PLC系列和PLC型号两项是必须设置项,且须与所连接的PLC一致,否则程序将可能无法写入PLC中。程序编辑窗口如图2-3所示,设置好该窗口后,即可进行程序的编制。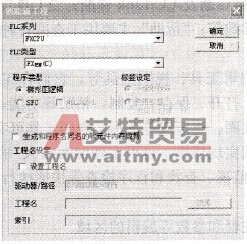 图2-2 建立新工程画面
图2-2 建立新工程画面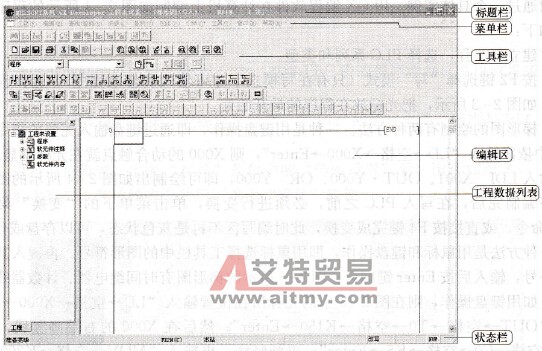 图2-3 程序编辑窗口 1.菜单栏 GX编程软件有工程、编辑、查找/替换、变换、显示、在线、诊断、工具、窗口、帮助等10个菜单。“工程”菜单项可执行工程的创建、打开、关闭、删除、打印等;“编辑”菜单项提供图形程序(或指令)编辑工具,如复制、粘贴、插入行(列)、删除行(列)、画连线、删除连线等;“查找/替换”主要用于查找/替换设备、指令等;“变换”只在梯形图编程方式可见,程序编好后,需要将图形程序转化为系统可以识别的指令,因此需要进行变换才可存盘、传送等;“显示”用于梯形图与指令之间的切换,注释、申明和注解的显示或关闭等;“在线”主要用于实现计算机与PLC之间的程序的传送、监视、调试及检测等;“诊断”主要用于PLC诊断、网络诊断及CC-Link诊断;“工具”主要用于程序检查、参数检查、数据合并、清除注释或参数等;“帮助”主要用于查阅各种出错代码等功能。 2.工具栏 工具栏分为工具、图形编辑工具、视图工具等,它们在工具栏的位置是可以拖动改变的。主工具栏提供文件新建、打开、保存、复制、粘贴等功能;图形工具栏只在图形编辑时才可见,并提供各类触点、线圈、连接线等图形;视图工具可实现屏幕显示切换,如可在主程序、注释、参数等内容之间实现切换,也可实现屏幕放大/缩小和打印预览等功能。此外工具栏还提供程序的读/写、监视、查找和程序检查等快捷执行按钮。 3.编辑区 编辑区是程序、注解、注释和参数等编辑的区域。 4.工程数据列表 工程数据列表是以树状结构显示工程的各项内容,如程序、软元件注释、参数等。 5.状态栏 状态栏显示当前的状态,如鼠标所指按钮功能提示、读写状态、PLC的型号等内容。 一、梯形图编制举例 下面通过一个具体实例,用GX编程软件在计算机上编制如图2-4所示的程序具体操作步骤如下: (1)建立新工程,选择PLC系列和类型。 (2)按F2键选择“写”模式(只有在写模式下才可输入和修改程序),选择程序梯形图显示。如图2-3所示,把光标放在程序的最开始处。 (3)梯形图的绘制有两种方法。一种是用键盘操作,即通过键盘输入完整的指令,如在图2-3中依次输入“LD→空格→X000→Enter”,则X000的动合触点就在光标处显示出来,然后再输入LDI X001、OUT Y000、OR Y000,即可绘制出如图2-4所示的图形。梯形图程序编制完后,在写入PLC之前,必须进行变换,单击菜单下的“变换”菜单下的“变换”命令,或直接按F4键完成变换,此时编写区不再是灰色状态,可以存盘或传送。 另一种方法是用鼠标和键盘操作,即用鼠标选择工具栏中的图形符号,再键人其软元件和软元件号,输入后按Enter键即可。图2-5所示的梯形图有时间继电器、计数器线圈及功能指令,如用键盘操作,则在图2-3中的光标所在位置输入“LD→空格→X000→Enter”,再输入“OUT→空格→T0→空格→K150→Enter”;然后在X000的右端画竖线,再输入“OUT→空格→C0→空格→K5→Enter”;再画竖线,再输入“MOV→空格→K200→D0→Enter”即可。
图2-3 程序编辑窗口 1.菜单栏 GX编程软件有工程、编辑、查找/替换、变换、显示、在线、诊断、工具、窗口、帮助等10个菜单。“工程”菜单项可执行工程的创建、打开、关闭、删除、打印等;“编辑”菜单项提供图形程序(或指令)编辑工具,如复制、粘贴、插入行(列)、删除行(列)、画连线、删除连线等;“查找/替换”主要用于查找/替换设备、指令等;“变换”只在梯形图编程方式可见,程序编好后,需要将图形程序转化为系统可以识别的指令,因此需要进行变换才可存盘、传送等;“显示”用于梯形图与指令之间的切换,注释、申明和注解的显示或关闭等;“在线”主要用于实现计算机与PLC之间的程序的传送、监视、调试及检测等;“诊断”主要用于PLC诊断、网络诊断及CC-Link诊断;“工具”主要用于程序检查、参数检查、数据合并、清除注释或参数等;“帮助”主要用于查阅各种出错代码等功能。 2.工具栏 工具栏分为工具、图形编辑工具、视图工具等,它们在工具栏的位置是可以拖动改变的。主工具栏提供文件新建、打开、保存、复制、粘贴等功能;图形工具栏只在图形编辑时才可见,并提供各类触点、线圈、连接线等图形;视图工具可实现屏幕显示切换,如可在主程序、注释、参数等内容之间实现切换,也可实现屏幕放大/缩小和打印预览等功能。此外工具栏还提供程序的读/写、监视、查找和程序检查等快捷执行按钮。 3.编辑区 编辑区是程序、注解、注释和参数等编辑的区域。 4.工程数据列表 工程数据列表是以树状结构显示工程的各项内容,如程序、软元件注释、参数等。 5.状态栏 状态栏显示当前的状态,如鼠标所指按钮功能提示、读写状态、PLC的型号等内容。 一、梯形图编制举例 下面通过一个具体实例,用GX编程软件在计算机上编制如图2-4所示的程序具体操作步骤如下: (1)建立新工程,选择PLC系列和类型。 (2)按F2键选择“写”模式(只有在写模式下才可输入和修改程序),选择程序梯形图显示。如图2-3所示,把光标放在程序的最开始处。 (3)梯形图的绘制有两种方法。一种是用键盘操作,即通过键盘输入完整的指令,如在图2-3中依次输入“LD→空格→X000→Enter”,则X000的动合触点就在光标处显示出来,然后再输入LDI X001、OUT Y000、OR Y000,即可绘制出如图2-4所示的图形。梯形图程序编制完后,在写入PLC之前,必须进行变换,单击菜单下的“变换”菜单下的“变换”命令,或直接按F4键完成变换,此时编写区不再是灰色状态,可以存盘或传送。 另一种方法是用鼠标和键盘操作,即用鼠标选择工具栏中的图形符号,再键人其软元件和软元件号,输入后按Enter键即可。图2-5所示的梯形图有时间继电器、计数器线圈及功能指令,如用键盘操作,则在图2-3中的光标所在位置输入“LD→空格→X000→Enter”,再输入“OUT→空格→T0→空格→K150→Enter”;然后在X000的右端画竖线,再输入“OUT→空格→C0→空格→K5→Enter”;再画竖线,再输入“MOV→空格→K200→D0→Enter”即可。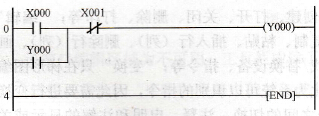 图2-4 梯形图(一)
图2-4 梯形图(一)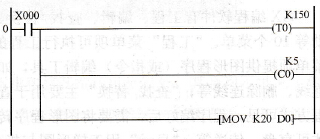 图2-5 梯形图(二) 二、指令方式编制程序 指令方式编制程序是直接输入指令的编程方式,并以指令的形式显示。对于图2-4所示的梯形图,其指令表程序在屏幕上的显示如图2-6所示。输入指令的操作与上述介绍的用键盘输入的方法相同,只是显示不同,且指令表程序不需变换。可在梯形图显示与指令表显示之间切换,快捷键为Alt+F1。
图2-5 梯形图(二) 二、指令方式编制程序 指令方式编制程序是直接输入指令的编程方式,并以指令的形式显示。对于图2-4所示的梯形图,其指令表程序在屏幕上的显示如图2-6所示。输入指令的操作与上述介绍的用键盘输入的方法相同,只是显示不同,且指令表程序不需变换。可在梯形图显示与指令表显示之间切换,快捷键为Alt+F1。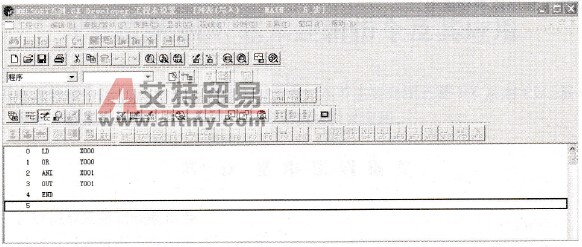 图2-6 指令表程序 三、程序的传送 将在软件上编好的程序写入到PLC中,或将PLC中的程序读到计算机软件中,一般需要进行以下操作。 (1) PLC与计算机的连接。正确连接计算机和PLC的编程电缆,特别是PLC接口方向不要弄错。 (2)进行通信设置。单击“在线”菜单中的“传输设置”后,出现如图2-7所示的窗口,设置好串行口,其他缺省设置后再单击“确认”按钮。
图2-6 指令表程序 三、程序的传送 将在软件上编好的程序写入到PLC中,或将PLC中的程序读到计算机软件中,一般需要进行以下操作。 (1) PLC与计算机的连接。正确连接计算机和PLC的编程电缆,特别是PLC接口方向不要弄错。 (2)进行通信设置。单击“在线”菜单中的“传输设置”后,出现如图2-7所示的窗口,设置好串行口,其他缺省设置后再单击“确认”按钮。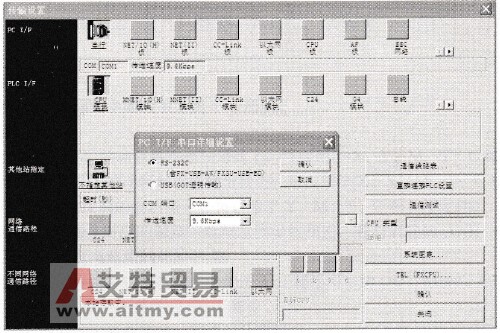 图2-7 通信设置画面 (3)程序写入、读出。若要将计算机中编制好的程序写入到PLC,单击“在线”菜单中的“写入PLC”,根据出现的对话窗进行操作。选中程序MAIN,单击“开始执行”即可。若要将PLC中的程序读出到计算机中,其操作与程序写入操作相似。 四、其他功能 GX编程软件功能比较强大,除了以上功能外,还具有编辑操作功能、打印功能、程序调试功能、程序监视功能等。
图2-7 通信设置画面 (3)程序写入、读出。若要将计算机中编制好的程序写入到PLC,单击“在线”菜单中的“写入PLC”,根据出现的对话窗进行操作。选中程序MAIN,单击“开始执行”即可。若要将PLC中的程序读出到计算机中,其操作与程序写入操作相似。 四、其他功能 GX编程软件功能比较强大,除了以上功能外,还具有编辑操作功能、打印功能、程序调试功能、程序监视功能等。

 PLC编程的基本规则
PLC编程的基本规则





