

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介1. 工艺要求 某种弯管机如图 2-30 所示,工艺要求管子弯到预先设定角度然后截断。现场应用常采用外置数方法控制,由操作人员根据不同角度要求进行预设置。然后开机自动弯管并截断
1.工艺要求 某种弯管机如图2-30所示,工艺要求管子弯到预先设定角度然后截断。现场应用常采用外置数方法控制,由操作人员根据不同角度要求进行预设置。然后开机自动弯管并截断。控制结构上较多的是在主轮A上装一个同轴旋转编码器,将角度位移量转换成脉冲信号。然后由PLC对脉冲进行计数,控制角位移量和发出截断信号。 但在弯管过程中,尤其是在弯大口径和管壁厚的管子时,旋转时机械上有时会出现抖动。造成旋转编码器产生大量误信号输入PLC。使角位移量控制失准。因此要求对PLC程序进行改进,将抖动信号剔除,对有效脉冲准确计数。 2.结构设计 在主轮A上装上同轴齿状(光栅)挡片D,如图2-31所示。在挡片感应区内的适当位置分别装两个感应开关KP1和KP2。当挡片D扫过感应开关KP1和KP2时,先后发出两个脉冲信号,信号接入PLC输入端X14和X15。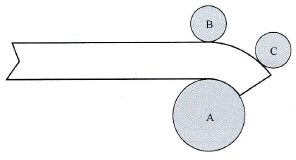 图2-30 弯管机示意图
图2-30 弯管机示意图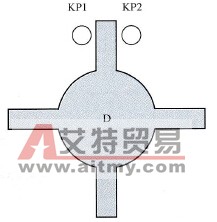 图2-31 齿状挡片与光电开关位置示意图 感应开关KP1/KP2选用的型号是LJM12A-4Z/NKS,电源电压10~30VDC,感应距离4mm。感应开关与PLC的连接如图2-32所示。
图2-31 齿状挡片与光电开关位置示意图 感应开关KP1/KP2选用的型号是LJM12A-4Z/NKS,电源电压10~30VDC,感应距离4mm。感应开关与PLC的连接如图2-32所示。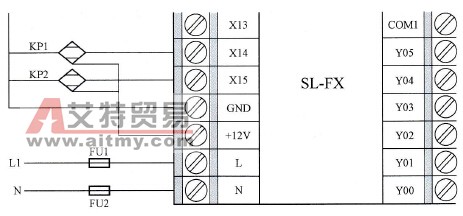 图2-32 感应开关与PLC的连接 3.程序编制 先用上升沿指令取感应开关KP1输入信号,把辅助继电器M10置位。当挡片D出现抖动时,虽然输入点X14会产生大量脉冲信号,但由于辅助继电器M10已经置成“1”状态,再多的脉冲也不会影响M10的状态。 当挡片继续旋转,扫过感应开关KP2时,同样KP2信号的上升沿将辅助继电器M11置位。 将辅助继电器M10和M11的触点进行“与”,去驱动辅助继电器M12。辅助继电器M12动作时,一路去控制计数器C1计数,另一路把辅助继电器M10和M11复位,重新等待感应开关的信号输入。 若设置脉冲预置值为“1000”。则当计数器计数到“1000”时,由输出继电器Y0输出截断管子信号。防抖程序梯形图如图2-33所示。
图2-32 感应开关与PLC的连接 3.程序编制 先用上升沿指令取感应开关KP1输入信号,把辅助继电器M10置位。当挡片D出现抖动时,虽然输入点X14会产生大量脉冲信号,但由于辅助继电器M10已经置成“1”状态,再多的脉冲也不会影响M10的状态。 当挡片继续旋转,扫过感应开关KP2时,同样KP2信号的上升沿将辅助继电器M11置位。 将辅助继电器M10和M11的触点进行“与”,去驱动辅助继电器M12。辅助继电器M12动作时,一路去控制计数器C1计数,另一路把辅助继电器M10和M11复位,重新等待感应开关的信号输入。 若设置脉冲预置值为“1000”。则当计数器计数到“1000”时,由输出继电器Y0输出截断管子信号。防抖程序梯形图如图2-33所示。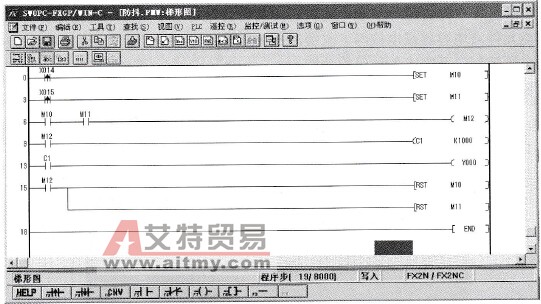 图2-33 防抖程序梯形图
图2-33 防抖程序梯形图

 PLC编程的基本规则
PLC编程的基本规则





