

![]() 来源:艾特贸易2017-06-04
来源:艾特贸易2017-06-04
简介一、系统介绍 本系统是由一个给料汽缸、三个分拣槽汽缸、一个机械手升降汽缸、机械手爪汽缸、机械手移动电机、运输带、三相异步电动机、变频器、各种材质检测传感器、各种限位
一、系统介绍 本系统是由一个给料汽缸、三个分拣槽汽缸、一个机械手升降汽缸、机械手爪汽缸、机械手移动电机、运输带、三相异步电动机、变频器、各种材质检测传感器、各种限位开关、按钮组成,如图13 - 21所示。 二、系统控制要求 系统控制要求如下: (1)按下回零点启动按钮,机械手回到原点,机械手原点位置状态为:机械手处于皮带位置的垂直上方,机械手爪处于松开状态。 (2)按下启动按钮,系统开始工作,给料机构动作,送料至传送带,然后根据工件的性质进行分拣。若机械手处于非原点状态,则按下启动按钮系统不能运行。 (3)按下停止按钮或急停开关动作时,系统停止,停止指示灯亮。 三、系统动作流程 系统动作流程如下: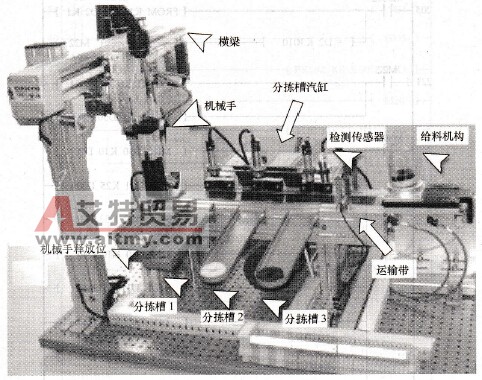 图13 - 21 给料分拣装置 (1)按下启动按钮,当送料汽缸在缩回的位置时,该电磁阀得电,将仓内的元件推出,当汽缸到达完全伸出的位置时,该电磁阀失电。送料动作完成。 (2)送料动作完成后,皮带通过变频器启动。 (3)通过安装在皮带上的各种检测传感器,将元件区分开来。 (4)黑色(非金属)的元件到达3号槽时,其对应的3号槽汽缸将它推出。 (5)白色(非金属)的元件到达2号槽时,其对应的2号槽汽缸将它推出。 (6)蓝色(非金属)的元件到达1号槽时,其对应的1号槽汽缸将它推出。 (7)金属元件到达皮带到位开关时,机械手立即上升,机械手臂从原点位置下降,并夹住工件1s后上升,上升到上限位时左移,左移到左限位时下降,下降到下限位时松开释放工件1s,然后再回到原点。 (8)每当放好一个元件后,送料汽缸动作,推出下一个元件,系统循环动作。 四、I/O分配 I/O分配表如表13 - 10所示,其中Y012控制皮带电动信号接至G110变频器的启动运行控制端子。I/O接线图如图13-22所示。Y010控制机械手左移,Y011用来切换机械手移动的方向,即右移。注意:左移时Y010动作,右移时Y010和Y011都要动作。当Y006为OFF时,机械手上升到上限位,如Y006为ON,则机械手下降。当Y007为OFF时,机械手手爪松开,如Y007为ON,则机械手手爪夹紧。 五、PLC程序 本项目采用步进指令来进行编程比较方便,程序包括两个步进程序段,一是回原点程序,二是系统运行程序。 表13 - 10 I/O分配表
图13 - 21 给料分拣装置 (1)按下启动按钮,当送料汽缸在缩回的位置时,该电磁阀得电,将仓内的元件推出,当汽缸到达完全伸出的位置时,该电磁阀失电。送料动作完成。 (2)送料动作完成后,皮带通过变频器启动。 (3)通过安装在皮带上的各种检测传感器,将元件区分开来。 (4)黑色(非金属)的元件到达3号槽时,其对应的3号槽汽缸将它推出。 (5)白色(非金属)的元件到达2号槽时,其对应的2号槽汽缸将它推出。 (6)蓝色(非金属)的元件到达1号槽时,其对应的1号槽汽缸将它推出。 (7)金属元件到达皮带到位开关时,机械手立即上升,机械手臂从原点位置下降,并夹住工件1s后上升,上升到上限位时左移,左移到左限位时下降,下降到下限位时松开释放工件1s,然后再回到原点。 (8)每当放好一个元件后,送料汽缸动作,推出下一个元件,系统循环动作。 四、I/O分配 I/O分配表如表13 - 10所示,其中Y012控制皮带电动信号接至G110变频器的启动运行控制端子。I/O接线图如图13-22所示。Y010控制机械手左移,Y011用来切换机械手移动的方向,即右移。注意:左移时Y010动作,右移时Y010和Y011都要动作。当Y006为OFF时,机械手上升到上限位,如Y006为ON,则机械手下降。当Y007为OFF时,机械手手爪松开,如Y007为ON,则机械手手爪夹紧。 五、PLC程序 本项目采用步进指令来进行编程比较方便,程序包括两个步进程序段,一是回原点程序,二是系统运行程序。 表13 - 10 I/O分配表
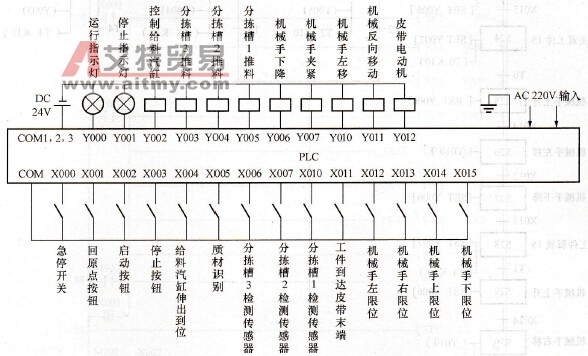 图13 - 22 I/O接线图 回原点状态转移图如图13 - 23所示,系统运行的状态转移图如图13 - 24所示,PLC程序如图13 - 25所示。
图13 - 22 I/O接线图 回原点状态转移图如图13 - 23所示,系统运行的状态转移图如图13 - 24所示,PLC程序如图13 - 25所示。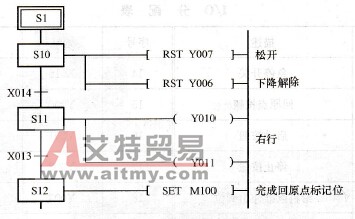 图13-23 回原点状态转移图
图13-23 回原点状态转移图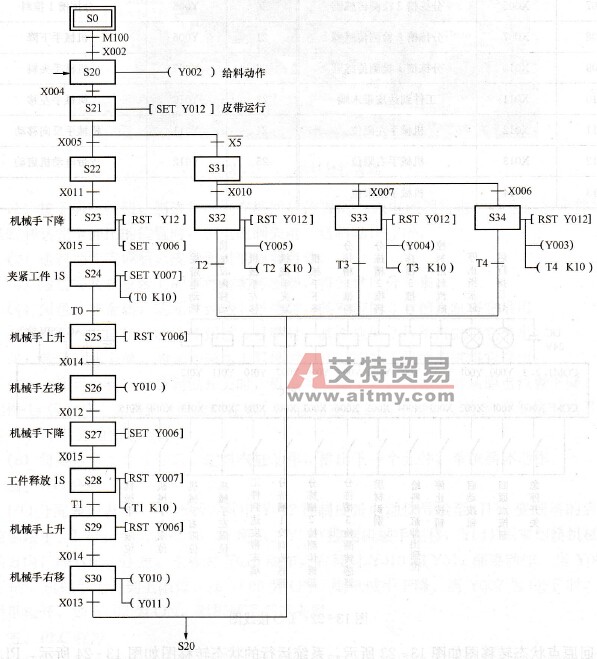 图13-24 系统运行状态转移图
图13-24 系统运行状态转移图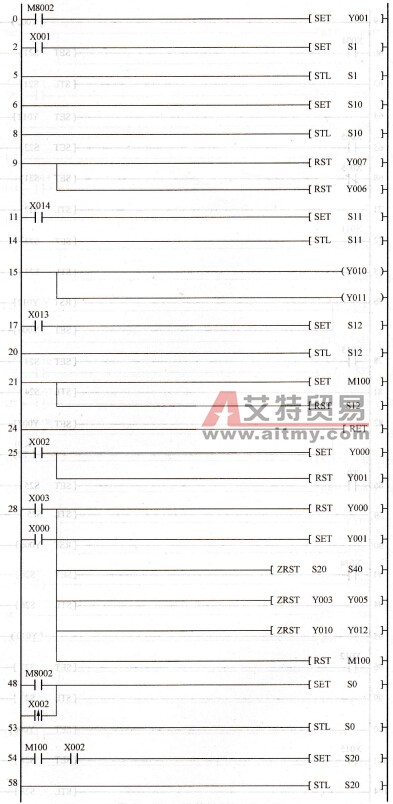
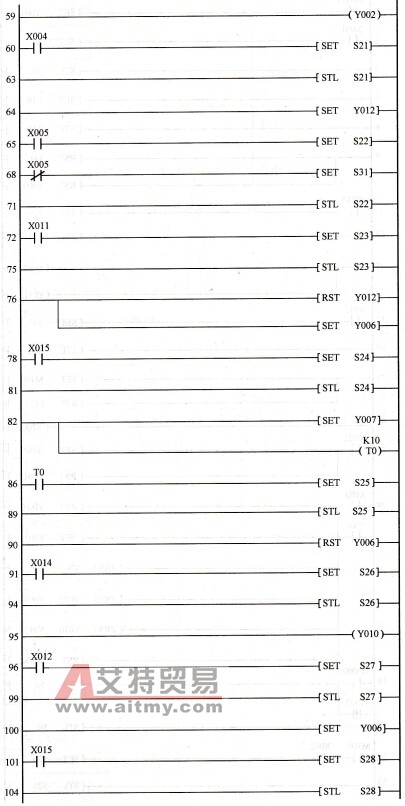
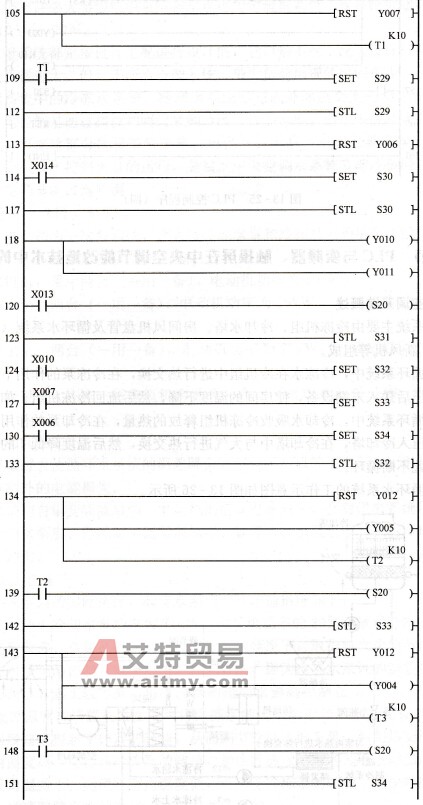
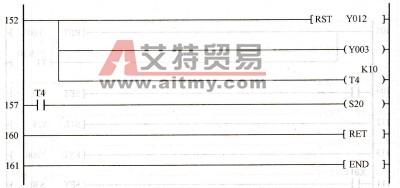 图13 - 25 PLC控制程序
图13 - 25 PLC控制程序

 PLC编程的基本规则
PLC编程的基本规则





